


關(guān)鍵詞:臥式粗銑機(jī)床:夾具設(shè)計(jì);液壓裝置
隨著我國(guó)經(jīng)濟(jì)的高速發(fā)展,人們的生活水平不斷提高。人們對(duì)汽車(chē)的需求不斷增長(zhǎng),國(guó)內(nèi)外汽車(chē)制造業(yè)也從傳統(tǒng)的加工方法轉(zhuǎn)變?yōu)楝F(xiàn)代機(jī)械自動(dòng)化,即從單件、小批量到流水線生產(chǎn),剛性自動(dòng)線生產(chǎn),數(shù)控機(jī)床、加工中心生產(chǎn),柔性制造系統(tǒng)以及柔性生產(chǎn)。而我國(guó)汽車(chē)制造業(yè)的水平還比較低,在技術(shù)水平、生產(chǎn)工藝和制造設(shè)備等方面與外國(guó)同行相比還存在較大的差距。所以我國(guó)只能對(duì)汽車(chē)重要部件進(jìn)行比較簡(jiǎn)單的端面加工.尚不精通重要部件的核心加工技術(shù)。因此.我國(guó)汽車(chē)重要的零件加工大多采用從外國(guó)引進(jìn)的設(shè)備。
文中主要是設(shè)計(jì)出一個(gè)粗銑發(fā)動(dòng)機(jī)缸體端面的機(jī)床。通過(guò)選擇合適的標(biāo)準(zhǔn)件、巧妙的夾具設(shè)計(jì)及自動(dòng)傳送裝置的設(shè)計(jì),可以大大提高生產(chǎn)效率,降低成本。
1 、機(jī)床結(jié)構(gòu)的確定
如圖1所示,根據(jù)要銑削缸體后端面的要求,選擇臥式機(jī)床 。當(dāng)工件放人待加工區(qū)時(shí),需要支架支撐。在動(dòng)力裝置的驅(qū)動(dòng)下,將工件推向夾具時(shí),需要滑道。當(dāng)工件滑到夾具的位置時(shí),需要定位元件的定位及夾緊裝置的夾緊。最終,夾具在滑臺(tái)上移動(dòng)讓銑刀銑削后端面.需要刀具及電機(jī)等。
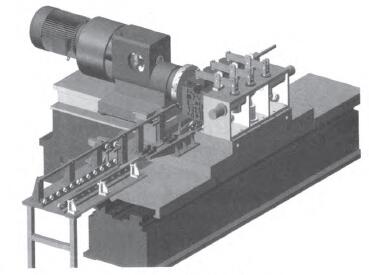
圖1 機(jī)床整體三維模型
其工作原理如下:如圖2所示,當(dāng)工件放置在滑道上后,在動(dòng)力裝置的驅(qū)動(dòng)下靠近工件1,同時(shí)夾具3上的機(jī)械手7將工件拉到夾具3上進(jìn)行定位及夾緊.然后動(dòng)力裝置將夾具推向銑刀,刀具2對(duì)工件進(jìn)行加工,銑完整個(gè)工件的后端面后,工件將被滑道4送到下個(gè)機(jī)床加工。然后繼續(xù)進(jìn)入下個(gè)加工循環(huán)。
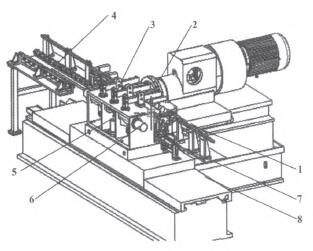
l一工件 2一刀具 3----夾具 4—滑道 5、6—液壓油缸 7一機(jī)械手 8一機(jī)床
圖2 機(jī)床總體簡(jiǎn)介
2 、機(jī)床刀具
2.1 工件材料
如圖3所示,工件材料是決定機(jī)床一切設(shè)計(jì)的根源。該機(jī)床主要用來(lái)對(duì)發(fā)動(dòng)機(jī)缸體端面進(jìn)行粗銑,其材料是HT250,HBl70~249,外形尺寸為962 mlllx391.7 mill×420 toni。加工余量為5 mln。
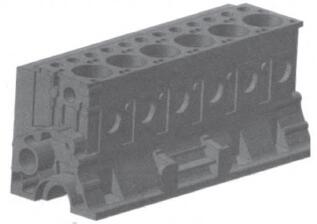
圖3發(fā)動(dòng)機(jī)缸體
2.2刀具的選擇
由工件材料的性能,根據(jù)經(jīng)驗(yàn),作者選擇國(guó)外進(jìn)口的涂層硬質(zhì)合金剛作為刀片;材料要加工的面尺寸為962 mmx420 mill,則可確定銑削寬度為420 mill,根據(jù)經(jīng)驗(yàn)選刀盤(pán)直徑為500 mm,對(duì)應(yīng)的刀片數(shù)為26;60。~750主偏角適用于平面銑削的粗加工.750主偏角銑刀為通用型刀具,使用范圍較廣,所以選擇主偏角妒為750。
2.3 銑削用量的確定
由于該機(jī)床是粗銑,根據(jù)經(jīng)驗(yàn),結(jié)合文獻(xiàn)[2],可得銑削速度可選范圍為130~155 m/min,取銑削速度140 m/min,每齒進(jìn)給量為0.25 mm/齒,相應(yīng)的銑削深度為5 mm,即v=140 m/min,o。=4 mm,s。=0.25 mm/齒,£=962 mm則:

式中:穢為銑削速度(m/min);口。為銑削深度(mm);s:為每齒進(jìn)給量(mm/齒);Z為銑刀刀片個(gè)數(shù);D為刀盤(pán)直徑(mm)。
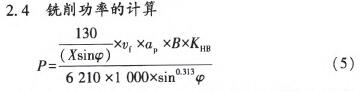
式中:H。為修正系數(shù);X為銑削厚度系數(shù);P為銑削功率(kW);B為銑削寬度(mill)。
經(jīng)查表可得:K。。=1.16,X=0.83。將相關(guān)數(shù)據(jù)代入計(jì)算銑削功率公式,計(jì)算得:P=40.06 kW。考慮實(shí)際情況,工件的銑削有效面積約為60%,所以實(shí)際的銑削功率為P定際=40.06xO.6=24.036 kW,取機(jī)械傳動(dòng)效率77=0.85,則可算得電機(jī)的功率為P電機(jī)--.p新/r/=28.28 kW。由銑削功率P實(shí)際可計(jì)算出銑刀的圓周銑削力.即

刀盤(pán)選擇時(shí)已經(jīng)合理選擇對(duì)稱(chēng)端面銑[3],則如圖4所示.選取適當(dāng)?shù)南禂?shù)得:
PH=0.35×Pz;3 677.485 N
Pv=0.9xPz=9 456.39 N
Po=0.5xPz=5 253.55 N
式中:P。為走刀抗力(N);P。為平行銑削面且垂直走刀抗力方向的力(N);P。為軸向力(N)。
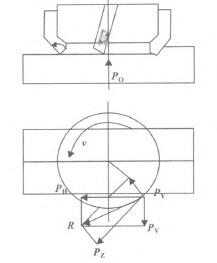
圖4 對(duì)稱(chēng)端面銑削示意圖
3 、夾具的設(shè)計(jì)
3.1 夾具的組成
夾具由定位元件、夾緊元件與夾緊裝置、導(dǎo)向元件、夾具體等組成。根據(jù)工件加工面的結(jié)構(gòu)特點(diǎn),分析所要求加工的位置,以2個(gè)支撐板做為下面的定位基面。
3.2工件定位及夾緊的設(shè)計(jì)
夾具在機(jī)床中主要是起給工件一個(gè)精確的定位和夾緊工件的作用。如圖5所示,根據(jù)工件的外形特點(diǎn)和對(duì)加工面的要求,工件的上下底面在銑端面之前已經(jīng)達(dá)到加工精度,所以直接以工件的一個(gè)底面作為基準(zhǔn)進(jìn)行加工,即滑道10作為一個(gè)定位基準(zhǔn)面:另一個(gè)底面通過(guò)3個(gè)爪子1將工件夾緊.防止在加工過(guò)程中發(fā)生振動(dòng)和偏移;銑刀軸向方向通過(guò)3個(gè)定位柱12進(jìn)行定位,保證端面與底面的垂直,并且這3個(gè)定位柱12還頂住工件,防止工件軸向的移動(dòng);3個(gè)定位柱中兩端的兩根軸頂在工件的凹槽部分。起到平行于滑道10方向的定位作用。上下面的夾緊及與滑道的摩擦阻礙工件在這個(gè)方向的滑動(dòng)。該夾具限制工件的6個(gè)自由度.屬于完全定位并達(dá)到各方面夾緊的要求,最終可以達(dá)到相應(yīng)的加工要求。
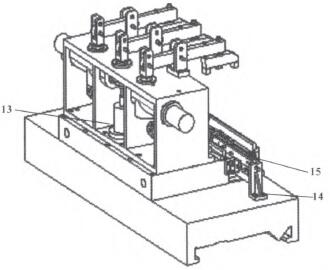
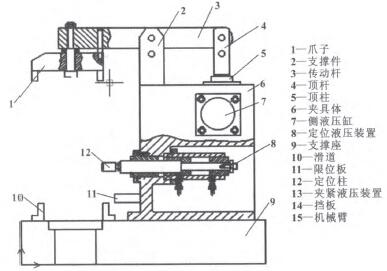
圖5夾具設(shè)計(jì)
3.3夾具體的設(shè)計(jì)
由以上的計(jì)算可得:夾具軸向方向至少需要P。=0.5×P,=5 253.55 N的力,徑向方向至少需要P。=0.9xP,=9 456.39 N的力,才能達(dá)到加工要求。考慮到夾緊裝置的穩(wěn)定,作者選擇液壓系統(tǒng),并設(shè)計(jì)了自鎖裝置。提高該機(jī)床的安全性。為了實(shí)現(xiàn)自動(dòng)化,提高生產(chǎn)效率,作者設(shè)計(jì)出機(jī)械臂15,用來(lái)傳送工件;擋板14限制機(jī)械臂移動(dòng)距離,把工件送到更精確的位置。
4、液壓裝置的選擇
4.1 液壓系統(tǒng)組成
液壓系統(tǒng)主要由泵站、濾油器、順序閥、電磁換向閥、壓力表、壓力繼電器等元器件組成。在加工工件時(shí),液壓夾緊裝置的確定至關(guān)重要,故作者對(duì)此作進(jìn)一步研究。
4.2液壓工作壓強(qiáng)的選擇
壓力大小的選定不僅要考慮到載荷大小和設(shè)備類(lèi)型.還要考慮到執(zhí)行元件供應(yīng)、經(jīng)濟(jì)條件和裝配空間等系列條件的限制。在外載荷相同的條件下,工作壓力越低,勢(shì)必會(huì)加大執(zhí)行元件的結(jié)構(gòu)尺寸,對(duì)某些特定的設(shè)備來(lái)說(shuō),尺寸要受到總體尺寸的限制,從材料消耗角度考慮也不經(jīng)濟(jì),對(duì)泵、缸、閥等元件的材料、密封、制造精度也會(huì)要求更高,必會(huì)提高設(shè)備的制造成本。該機(jī)床的最大切削力為圓周銑削力P:=0 507.1 N,為了能夾緊,根據(jù)載荷選擇壓力表[4],選擇該機(jī)床的工作壓強(qiáng)為2 MPa,安全系數(shù)為1.5,則該機(jī)床的工作壓強(qiáng)應(yīng)該為3 MPa。
4.3 液壓裝置的分析
液壓缸8(圖6)主要是頂住軸向方向的移動(dòng);當(dāng)工件被機(jī)械臂傳送到相應(yīng)位置后,油缸8開(kāi)始工作。調(diào)整工件的位置,保證被銑平面與相鄰表面的垂直度;液壓缸1、13主要作用是壓緊工件防止在徑向的振動(dòng):當(dāng)油缸8調(diào)整完成后,油缸1、13開(kāi)始工作,將工件夾緊并且抱死,防止加工過(guò)程中工件竄動(dòng):另外,該夾緊力還可以增大工件與滑道的摩擦,防止工件在滑道方向的移動(dòng)。
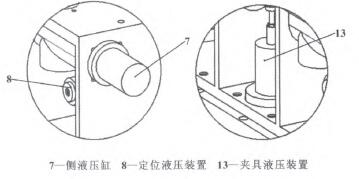
圖6液壓裝置局部剖視
5 、總結(jié)
根據(jù)用戶要求設(shè)計(jì)出一臺(tái)粗銑發(fā)動(dòng)機(jī)缸體端面的專(zhuān)用機(jī)床,設(shè)計(jì)夾具及自動(dòng)傳送裝置,大多選擇標(biāo)準(zhǔn)件,并進(jìn)行了三維建模與計(jì)算。用戶使用證明:該專(zhuān)用機(jī)床運(yùn)行平穩(wěn),加工精度高,可以大大提高生產(chǎn)效率,降低成本。
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com

查")
- 2025年5月 新能源汽車(chē)銷(xiāo)量情況
- 2025年5月 新能源汽車(chē)產(chǎn)量數(shù)據(jù)
- 2025年5月 基本型乘用車(chē)(轎車(chē))產(chǎn)量數(shù)據(jù)
- 2025年5月 軸承出口情況
- 2025年5月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年5月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年4月 新能源汽車(chē)銷(xiāo)量情況
- 2025年4月 新能源汽車(chē)產(chǎn)量數(shù)據(jù)
- 2025年4月 基本型乘用車(chē)(轎車(chē))產(chǎn)量數(shù)據(jù)
- 2025年4月 軸承出口情況
- 2025年4月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年4月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年1月 新能源汽車(chē)銷(xiāo)量情況
- 機(jī)械加工過(guò)程圖示
- 判斷一臺(tái)加工中心精度的幾種辦法
- 中走絲線切割機(jī)床的發(fā)展趨勢(shì)
- 國(guó)產(chǎn)數(shù)控系統(tǒng)和數(shù)控機(jī)床何去何從?
- 中國(guó)的技術(shù)工人都去哪里了?
- 機(jī)械老板做了十多年,為何還是小作坊?
- 機(jī)械行業(yè)最新自殺性營(yíng)銷(xiāo),害人害己!不倒閉才
- 制造業(yè)大逃亡
- 智能時(shí)代,少談點(diǎn)智造,多談點(diǎn)制造
- 現(xiàn)實(shí)面前,國(guó)人沉默。制造業(yè)的騰飛,要從機(jī)床
- 一文搞懂?dāng)?shù)控車(chē)床加工刀具補(bǔ)償功能
- 車(chē)床鉆孔攻螺紋加工方法及工裝設(shè)計(jì)
- 傳統(tǒng)鉆削與螺旋銑孔加工工藝的區(qū)別