


基于UG的車銑復合加工中心模板配置研究與開發
2016-10-17 來源:山西機電職業技術學 作者:馬海杰1,李粉霞2,楊興隆3
摘要:以雙通道雙主軸九軸五聯動車銑復合加工中心為例,針對其在應用UG NX軟件進行CAM自動編程過程中,加工方法創建時的重復操作問題,重點對該機床加工模板的配置進行了研究和開發。該研究成果對同類機床的自動編程模板設置提供了思路,并為該機床的后續CAM配置和系統變量設置奠定了基礎。
關鍵詞:車銑復合加工中心;數控編程;加工模板;后處理
引言
隨著現代制造技術發展的日新月異,普通數控機床的加工已經遠遠不能滿足現代高精度產品發展的需要,數控加工技術正向著制造精密化、工藝復合化、控制多軸化的趨勢發展,對數控機床的發展提出日益嚴格的要求,多軸車銑復合加工中心的出現大大提高了數控加工的效率和制造自動化的水平,但傳統的數字化制造工藝和編程技術已經很難適應車銑復合化加工的要求。本文以雙通道雙主軸車銑合加工中心為例,通過對UGNX軟件的后置程序的二次開發,實現自動編程加工后處理設置加工模板的一體化。這樣不僅節省數控程序編制時間,減少數控程序的錯誤,而且在提高數控程序的編制效率和程序質量的同時,提高產品的生產效率和產品質量[1]。
1.加工模板配置過程研究
1.1關鍵概念介紹
車銑復合機床不僅能夠實現基本車削加工,同時也可以在一次裝夾中實現多坐標銑削加工的復合機床,但車銑復合加工并不是車削和銑削的簡單復合,而是有機的組合應用,特別是配備多主軸、多刀塔的車銑復合加工機床,顯著地提高了生產效率和自動化水平。但如何提高車銑復合加工的應用水平,特別是多坐標軸、多主軸、多刀塔的復雜車銑加工的數控程序編制,對保證生產效率至關重要[2]。UG NX是CAD/CAM軟件的典型代表,在數控自動編程過程中發揮著引領作用,特別是對于復雜曲面類零件、多軸加工工件以及車銑復合件的自動編程顯得尤其重要。通道稱為控制單元,分為單通道和雙通道、多通道。目前最常見的是雙通道:指同一時間內數控系統可以同時在不同的通道運行NC程序,又比如雙頭數控車床,可以同時運行不同的程序進行加工、補償。相當于兩臺數控車床用一臺數控系統控制,這個系統就是雙通道系統。單通道只能運行一個數控加工程序[3|。
1.2問題的引出
在車銑復合加工過程中,特別對于雙通道雙主軸車銑復合的加工,每實現一次加工,都需要分別在車、銑自動加工模塊下對每一個造型重復建立坐標系、程序名等設置,給自動編程加工帶來了許多繁瑣的工作。如下頁圖1所示,幾何視圖有兩個主坐標系main—spindle和couter—spinle,是為了確定該組下的程序是加工主主軸和副主軸上的零件;每一個主坐標系下又分別有三個子坐標系pos b、jenaral、萬方turning-workpiece。其中,分支POS—B屬于旋轉子坐標系,該分組下的程序是定向銑程序;分支GER—NAL屬于非旋轉一般坐標系,該分組下的程序是端面銑或變軸銑程序;分支TURNNING—WORK—PIECE屬于車加工坐標系。
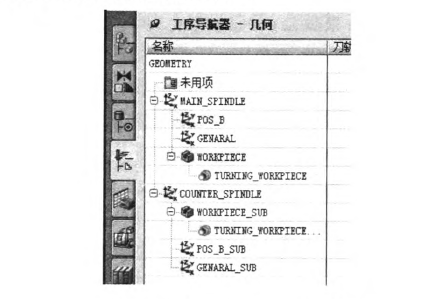
圖1 車銑復合中心坐標構建圖
圖2程序視圖下有四個程序組spindle、turret、sub—spindle、sub—turret,這四個程序組分別代表一通道、二通道、一通道子程序、二通道子程序。
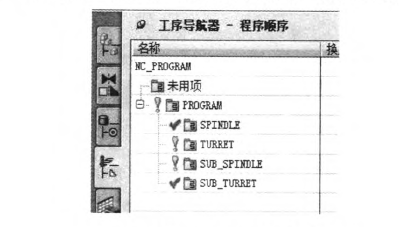
圖2 車銑復合中心程序創建圖
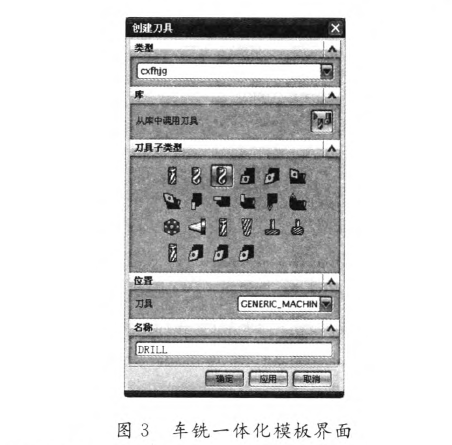
由圖1,圖2可知,我們在每一個造型結束進人加工后都需要重復建立這么多坐標系和程序組才能充分發揮車銑中心的雙主軸雙通道功能。我們對UG處理設置,將所有常見的車、銑加工集成于一個工序類型中如圖3所示,點擊其中一種操作類型,進入相應的后續設置,這樣就會使加工設置變得既簡單又方便,基于以上需求,在對淮海工業集團雙通道雙主軸九軸五聯動的車銑復合機床進行CAM后處理配置過程中我們進行了這一方面的探索研究。
1.3模板的創建步驟
在此我們以NX8.5為例,創建過程分別新建一個模板文件、對模板文件內容進行一體化設置、進行模板的公英制設置、對坐標系和程序組進行重新設置。
1)建立一個cxfhjg(車銑復合加工)的模板文件。進入目錄D:\Program Files\Siemens\NX8.5\MACH\resource\configuration,復制其中一個dat文件,更名為cxfhjg。并用記事本打開后,用當前模板文件名將原模板文件名覆蓋,僅修改第一行內容即可。如圖4所示。
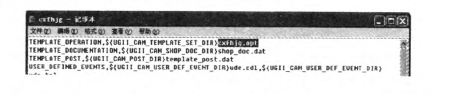
圖4 定義模板文件
2)進行模板內容設置。進入目錄MACH\re—source\template—set文件夾,復制一個opt文件,更名為cxfhjg。新建文件內容為:
${UGII CAM TEMPLATE PART ENG—LISH—DIR}cxfhj g.prt
${UGII CAM TEMPLATE PART ENG—LISH DIR)mill planar.prt
${UGII CAM TEMPLATE PART ENG—LISH DIR}mill contour.prt
${UGII CAM TEMPLATE PART ENG—LISH DIR}mill multi—axis.prt
$f UGII CAM TEMPLATE PART ENG—LISH DIR)mill multi blade.prt
${UGII CAM TEMPLATE PART ENG—LISH DIR}drill.prt
${UGII CAM TEMPLATE PART ENG—LISH—DIR}ho}e—making.prt
${UGII CAM TEMPLATE PART ENG—I。ISH—DIR)turning.prt
${UGII CAM TEMPLATE PART ENG—LISH DIR}wire edm.Drt
${UGII CAM TEMPLATE PART ENG—LISH—DIR)probing.prt
${UGII CAM TEMPLATE PART ENG—I。ISH DIR)solid t001.prt
${UGII CAM TEMPLATE PART ENG—LISH—DIR)machining—knowledge.prt
##
${UGII CAM TEMPLATE PART MET—RIC—DIR}cxfhjg.prt
${UGII CAM TEMPLATE PART MET—RIC—DIR}mill—planar.prt
${UGII CAM TEMPLATE PART MET—RIC—DIR}mill—contour.prt
${UGII CAM TEMPLATE PART MET—RIC DIR}mill multi—axis.Drt
${UGII CAM TEMPLATE PART MET—RIC DIR}mill multi blade.Drt
${UGII CAM TEMPLATE PART MET—RIC DIR)drill.prt
$f UGII CAM TEMPLATE PART MET—RIC—DIR)hole—making.prt
${UGII CAM TEMPLATE PART MET—RIC—DIR}turning.prt
${UGII CAM TEMPLATE PART MET—RIC—DIR}wire—edm.prt
${UGII CAM TEMPLATE PART MET—RIC—DIR}probing.prt
${UGII CAM TEMPLATE PART MET—RIC DIR)s01id t001.Drt
${UGII CAM TEMPLATE PART MET—RIC—DIR}machining—knowledge.prt
## The following is for pre release testingonly
##${UGII CAM TEMPLATE PARTENGLISH DIR}cam test new.Drt
##${UGII—CAM—TEMPLATE—PART—METRIC—DIR)cam—te吼一new.prt
以上內容是將UG中幾乎所有的加工方式全部進行了加載,也就是進行了車、銑、鉆、多軸加工等的一體化模板內容集合。
3)進行模板公、英制設置。分別進入目錄re—source\template—part\english和resource\tem—plate—part\metric文件夾中,分別復制其中一個prt文件,更名為cxfhjg。注意如果無法復制,將文件屬性中的只讀和存檔去掉即可。
4)重建坐標系和程序組。啟動UG8.5,打開新建文件,刪除所有坐標系和程序組,重新建立圖1、2的各種坐標系、程序組,并在程序視圖下建立各種常用的車、銑加工(分別選用不同的刀具),注意不要重復,可以沒有任何刀軌后保存文件。重新啟動,新建一個造型,進入加工環境,可以看到我們為該機床量身打造的加工環境畫面,如圖所示。點擊“確定”就可以進行后續加工方法的劫數設置‘5|。

各程序組之間的隸屬關系進行介紹,重點通過對其加工模板的車、銑復合一體化設置,提高編程效率,減少出錯機率,對類似機床的模板設置提供思路,并為該機床的后續CAM配置和系統變量設置奠定了基礎。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

