


近年來,隨著數(shù)控機床的普及,數(shù)控加工在現(xiàn)代制造業(yè)中有著越來越重要的地位。大多數(shù)中小企業(yè)都購買了數(shù)控銑床等數(shù)控設(shè)備,但其投入與產(chǎn)出比卻是不盡人意。雖然擁有現(xiàn)代化的機床,但是加工出來的工件經(jīng)常是表面質(zhì)量差或是精度不夠,造成工件返工甚至是報廢重新加工。究其原因,除了機床選型不合理、工作環(huán)境差、操作水平和管理水平低等諸多因素外,主要還與切削工藝方法有關(guān)。本文針對數(shù)控銑削過程中常見的工件缺陷,提出相應(yīng)的對策,為提高加工表面質(zhì)量和精度在切削工藝及其參數(shù)的設(shè)置作一淺顯的探討。
1. 問題分析及措施
(1)加工平面不平、不光 在數(shù)控切削加工中,面的精加工是一個經(jīng)常要做的工序,且表面質(zhì)量要求通常還是比較高的。而我們在實際的加工中得到的平面卻經(jīng)常是如圖1所示的平面,崎嶇不平有如在走“山路”。

圖1 改善前的表面
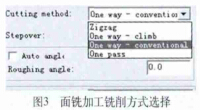
造成這種不良加工效果通常是在精加工時的進給速度過快,刀具快速移動時的振動給加工面留下凹凸不平的路徑。面銑的精加工f 值建議在1 000mm/min以下,主軸轉(zhuǎn)速S=4 000mm/min,45鋼加工效果如圖2所示。此外,還有一種精面加工會出現(xiàn)的缺陷就是相鄰的兩個刀路之間的刀痕不一致,一明一暗,出現(xiàn)這種情況是由于刀具切削時的銑削方向不同,受力大小不同而形成的,對于這類表面要求高的工件,要采用全順銑方式,如圖3所示。
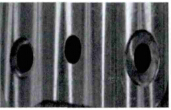
圖2 改善后的表面
(2)精銑側(cè)面時的接刀痕明顯。基本上每一個工件都會要求精銑側(cè)面,在很多的時候我們會看到如圖4所示的側(cè)面加工結(jié)果。這在精加工中是不允許出現(xiàn)的,因為這個接刀痕不僅是在X、Y坐標方向上有,而且在Z方向也存在分級的刀痕,這是一個嚴重影響工件尺寸和外觀的瑕疵。

圖4 改善前X、Y、Z三個方向的刀痕
這種缺陷一般是由進、退刀的位置和參數(shù)選取不當以及在深度Z分層下刀造成的。在各種不同的加工軟件中對側(cè)面加工提供的銑削方式會有不同,但是都有出入刀參數(shù)和下刀深度控制的選擇。要改善上述缺陷可以從三個方面作調(diào)整。一是選取正確的進刀點,除非特殊情況,不要從側(cè)面中部進刀而應(yīng)該選在最邊的拐角處,且進退刀也不要在同一側(cè)邊;二是如果不得不在側(cè)邊中間下刀(如全圓加工),要在進退刀時增加一個3~5mm的重疊量,如圖5所示;三是側(cè)面精加工采用全切深加工也就是俗稱的“一刀過”,若是錐度側(cè)邊建議使用錐度刀,作出以上改善后的工件如圖6所示。
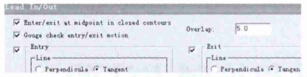
圖5 增加進退刀的重疊量

圖6 改善后的側(cè)面無接刀痕跡
(3)精銑時換刀后產(chǎn)生的接刀痕 跡。不管是在普通數(shù)控加工還是在高速加工中,精銑時更換刀具是不可避免出現(xiàn)的情形,如果在換刀工序不注意對加工參數(shù)進行調(diào)整,就經(jīng)常會出現(xiàn)如圖7所示的情形。
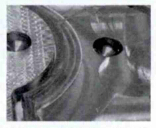
圖 7 換刀后和上一刀具之間的接刀痕跡
在底面或是側(cè)面精銑,因為換刀出現(xiàn)接刀痕也是很常見的,很多編程人員在分析這種現(xiàn)象時大多會歸結(jié)為操機人員在對刀時不夠認真或是不能避免的刀具誤差。其實不然,因為上一刀具加工這個高度會有誤差,換刀后的對刀基準面又和上一刀具相同,這樣的話不管換刀后的對刀有沒有誤差,都會增加一個誤差,這時,應(yīng)該在加工工藝卡中注明換刀后的對刀基準是上一刀具的精加工底面。同時,在程序中對深度Z正留量0.005~0.015mm,就會很輕松解決這個問題。在一些內(nèi)凹的拐角處需要換小刀具精加工,由于刀具在加工中的受力擺動(相同條件下刀具越小擺動會越大),換小刀具后很容易在拐角處產(chǎn)生接刀痕跡,在加工留量里應(yīng)該對X、Y留0.01~0.02mm,可以有效減輕“癥狀”,如圖8所示。
圖8 改善后的大小刀具接刀處平整光亮
(4)精加工后在側(cè)邊或是表面留下批鋒或毛刺。現(xiàn)代精益加工對加工零件的表面質(zhì)量要求越來越高,有批鋒或毛刺都是不能接受的,采用挫刀修整會影響外觀甚至尺寸精度,在精密車間數(shù)控加工的要求是零件CNC銑削后直接使用,不再需要挫刀修整或是砂紙打磨。而在實際的加工中,由于加工工藝或參數(shù)不合理經(jīng)常會出現(xiàn)大量的毛刺和批鋒,如圖9所示。
圖9 工藝不合理工件毛刺多
俗話說“磨刀不誤砍柴功” ,精加工的刀具選擇不能“省”,一般需要準備專用光面或側(cè)邊的新刀具,保證切削鋒利。此外,在刀路規(guī)劃方面,還要增加二次精光刀路,即先光表(側(cè))面后再精加工側(cè)(表)面,然后再一次精加工表(側(cè))面,可以確保無毛刺、批鋒。對一些細小零件或根本無法進行拋光的零件特別有效。
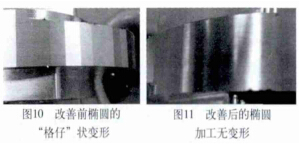
(5)特殊形狀工件的精加工。由于一般的數(shù)控系統(tǒng)只能對直線或圓弧插補,對一些特殊曲線比如橢圓、拋物線、漸開線等則是采用小段的直線插補實現(xiàn)曲線擬合。這個過程是軟件根據(jù)擬合誤差去計算每段直線的長短,如果不注意這個擬合誤差則會出現(xiàn)如圖10所示的“格仔”形狀,那是不能用手工的方法去修復(fù)的誤差。
這種由于計算誤差過大造成的變形還是很容易改善的,很多的編程軟件都有單獨的控制誤差選項,一般將它設(shè)為0.001mm,這個數(shù)值的大小對計算的速度基本是沒有影響的,而且加工效果也不錯,如圖11所示。
2. 結(jié)語
總的來講,要在數(shù)控加工中得到一個精度和表面粗糙度都達到要求“完美”的工件是需要非常細心的,高效、高精需要豐富的加工經(jīng)驗作支撐。不斷總結(jié)經(jīng)驗,寫出多、快、好、省的加工程序是無止境的目標。
如果您有機床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com

查")
- 2025年5月 新能源汽車銷量情況
- 2025年5月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年5月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年5月 軸承出口情況
- 2025年5月 分地區(qū)金屬切削機床產(chǎn)量數(shù)據(jù)
- 2025年5月 金屬切削機床產(chǎn)量數(shù)據(jù)
- 2025年4月 新能源汽車銷量情況
- 2025年4月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年4月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年4月 軸承出口情況
- 2025年4月 分地區(qū)金屬切削機床產(chǎn)量數(shù)據(jù)
- 2025年4月 金屬切削機床產(chǎn)量數(shù)據(jù)
- 2025年1月 新能源汽車銷量情況