


摘要:對待加工工件進行了工藝分析,設計了合理銑削加工的原理方案; 根據此方案設計了專用數控銑床的原理方案,并對整個機床做了合理的結構布局; 然后進行了電機的選型及計算; 設計了導軌配置方案并進行了導軌的壽命計算。
關鍵詞:專用銑床; 電機選型; 導軌壽命計算
高新技術武器裝備是國防的物質前提,因此要大力推進國防科技與武器裝備的自主創新[1]。高精尖武器研發十分重要。我國某公司研發出了一款先進的兩棲裝甲車,在水中及陸路都能快速行駛。該兩棲裝甲車整個車身是由鋁合金板材焊接而成,用以減輕整車質量,這就導致了車身某關鍵部位在焊接后產生了較大的焊接變形,達不到設計要求,焊接后必須對該部位再次進行精密銑削加工[2 - 4]。由于該加工部位在車身內部,受空間結構限制,傳統加工銑床以及加工中心不能對該部位進行加工[5 - 6]。因此,設計了一種新型的、能適應該車身空間結構的專用精密數控銑床。該專用機床是為用戶量身定做的新機床,滿足用戶的需要,且比加工中心便宜很多,具有一定優勢,因此對該專用機床的研發具有重要意義。
1 、待加工工件工藝分析
1. 1 工藝分析
加工工件示意圖如圖1 所示。待精加工部位是2 個橢圓環平面,位于整個裝甲車殼體內部,是一個與其他結構有配合要求的關鍵部位。橢圓環平面要求加工精度為Ra = 0. 4 μm,平面度要求為0. 2 μm。內橢圓長半軸和短半軸尺寸分別為400mm 和280 mm,外橢圓長半軸和短半軸尺寸分別為460 mm 和340 mm,加工余量為4 mm。采用一次裝夾,選擇合適的銑刀參數和走刀路徑,一次走刀完成整圓環平面加工以提高效率和加工精度,同時調整加工參數完成半精加工和精加工。

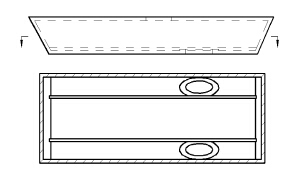
圖1 工件示意圖
1. 2 加工過程概述
工件先進行裝夾,通過專用夾具達到工件預期設定的位置,然后進行對刀,根據銑削深度調整好銑刀位置,工件尺寸參數確定刀具走刀路徑,并通過立柱的左右移動位移量與搖臂的旋轉角度控制刀具走正確的位置。加工過程如圖2 所示。
由于受空間結構限制,工件裝夾前銑床刀具位于O 點,才能使工件安裝時避免與銑床發生干涉。先從O 點到達加工起點A 位置開始進行銑削加工,然后依次到達B 位置、C 位置、D 位置,最后又回到A 位置,即到達了一次加工的終點,完成了一次銑削加工。整個加工過程: O - A - B - C - D- A( 半精銑) - B - C - D - A( 精密銑削) - O。

圖2 加工過程
2 、專用數控銑床總體方案設計
2. 1 機床布局
該機床是一臺結構非常緊湊小巧的專用精密數控銑床,主要由3 個方向上的伺服電動機、床身、滑臺、立柱、搖臂以及主軸箱等組成[8]。機床結構簡圖見圖3。該結構最顯著的特點是能適應狹窄的空間銑削加工,在Z 向采用手動調節,在簡化結構的同時節約了成本。加工時采取的方案是工件不動,刀具做切削運動和進給運動,即能完成刀具繞Z 軸的旋轉主運動、立柱沿X 方向的移動、搖臂沿X 軸的旋轉運動以及手動調節主軸沿Z 向
移動[9]。

圖3 機床結構簡圖
1. X 向進給電機; 2. 床身; 3. 絲杠; 4. 導軌; 5. 滑臺; 6. 立柱;7. 控制搖臂旋轉齒輪; 8. Z 向旋轉電機; 9. 主軸電機;10. Z 向手動進給進給; 11. 主軸箱; 12. 銑刀
2. 2 銑床主要元件設計及計算
2. 2. 1 電機功率計算及選型
銑床的重要元件包括1 個主軸伺服電機和2個進給伺服電機,分別完成3 個運動方向的自動控制。電動機的選型依據是被加工工件材料和銑削參數計算的所需功率。銑削功率計算公式為:

被加工材料為鋁合金,選用硬質合金銑刀片,取銑削速度為300 m/min。銑刀盤選用R590 -100HA08 - 11M,采用端面銑削方式進行銑削加工。查表可知銑削力系數取217,側吃刀量為60 mm,一齒進給量取0. 1 mm/齒,銑刀外徑為100mm,背吃刀量為3 mm[10]。
將數據代入式( 1) 、( 2) 得: Pm = 1. 74 kW。因此,主軸電機選用的主軸伺服電機型號為ZJY208- 2. 2B,額定功率為2. 2 kW。
銑刀主偏角選擇90°。通過各銑削力之間的關系計算出進給力約為120 N、徑向力約為88 N,估算出進給功率約為100 W,因此選擇2 個進給伺服電機均為額定功率為0. 5 kW 的GSK 80SJT -M024E 型電機。
2. 2. 2 導軌選型與計算
直線導軌采用滾動導引,與滑動導引相比摩擦因數降低為原來的1 /50,大大減少了能量消耗,與滾珠絲杠配合能大幅度提高設備精度與機械效率。該銑床采用HIWIN 直線導軌,精度高,能同時承受上、下、左、右方向的載荷。
根據系統使用條件,本銑床要求滑塊行程為120 mm。結合系統結構、受載荷情況、精度要求以及成本等因素綜合考慮,選用滑塊型號為HG30A,導軌型號為HGH30R760H。
為保證本專用銑床的高剛性和高精度,采用2只導軌,采用全面固定配置方式,如圖4 所示。

圖4 導軌全固定配置
依據導軌型號、規格等參數,結合實際使用情況計算出單個滑塊的工作負荷,再計算出額定負荷與工作負荷之比,并由此推算出使用壽命[11]。導軌受力分析見圖5。

圖5 導軌受力分析
直線導軌的型號為HGH30R 760H,根據《上銀導軌技術手冊》可知其參數: 基本額定動負荷C = 38. 74 kN; 基本額定靜負荷CO = 52. 19 kN; 預壓為ZA。設備尺寸: d = 300 mm; C = 200 mm,h =200 mm; l = 400 mm; m = 400 mm。滑臺立柱自重( W) 為2 kN; 銑削作用力( Fc)為315 N; 垂直銑削力( FcN) 為315 N; 背向作用力( Fp
) 為88 N; 系統溫度為常溫; 負荷狀態為普通負荷。刀具勻速運動時,根據空間力系受力平衡,列出力和力矩平衡方程,用以獲得各個滑塊的作用力。

其中負號表示與圖5 所標力的方向相反。

3 、結束語
通過對待加工工件結構和工藝的分析,設計出了新型的專用精密數控銑床的總體方案。該專用銑床適應被加工工件狹窄的空間結構,具有高度集成性,大大降低了加工者的操作強度和難度。對關鍵零部件進行設計計算,介紹了電機選型計算方法及導軌壽命計算方法,為銑床的設計提供參考。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

