


復(fù)雜流道電火花加工中的擺動(dòng)進(jìn)給
2016-12-16 來源:上海航天設(shè)備制造總廠 作者:劉曉 王曉娟 趙萬(wàn)生 王煒 陳風(fēng)帆
摘要:葉輪類零件復(fù)雜流道電火花加工中普遍存在整體效率較低、加工狀態(tài)不穩(wěn)定的情況。提出了電極擺動(dòng)進(jìn)給策略,通過調(diào)整電極進(jìn)給各階段位姿,改善了加工區(qū)域前端工作液流場(chǎng),擴(kuò)大了加工過程中的蝕除產(chǎn)物排出空間。流道加工試驗(yàn)證明了擺動(dòng)進(jìn)給可有效改善加工穩(wěn)定性,提高整體加工效率。
關(guān)鍵詞:擺動(dòng)進(jìn)給;復(fù)雜流道;電火花加工;加工效率;加工穩(wěn)定性
以閉式整體泵葉輪、渦輪盤為代表的葉輪類零件復(fù)雜流道加工, 是電火花加工的一種重要應(yīng)用,其核心是成形電極沿預(yù)先規(guī)劃的路徑進(jìn)給,然后進(jìn)行拷貝加工[1]。由于復(fù)雜流道彎曲狹窄,成形電極在進(jìn)給過程的大部分階段,其加工狀況均類似深盲孔加工,沖液措施無法將工作液有效噴入,難以將蝕除產(chǎn)物迅速帶離電極前端的放電加工區(qū)域,因而易造成放電狀態(tài)不穩(wěn)定,產(chǎn)生拉弧、積碳等現(xiàn)象,嚴(yán)重影響加工效率。對(duì)此,通常采用抬刀措施以改善蝕除產(chǎn)物的排出狀況。抬刀回退可分為兩個(gè)階段:首先,電極沿原進(jìn)給路徑回退一定距離,此時(shí),純凈的工作液從流道外部進(jìn)入加工區(qū)域;然后,電極再次沿進(jìn)給路徑前進(jìn), 將進(jìn)入的工作液壓出加工區(qū)域,蝕除產(chǎn)物隨之被帶出。然而,額外的抬刀運(yùn)動(dòng)勢(shì)必影響整體加工效率。實(shí)際加工經(jīng)驗(yàn)表明,在閉式葉盤類零件的電火花加工中, 抬刀措施不可避免,但抬刀的周期可根據(jù)加工狀況進(jìn)行調(diào)整[2]。抬刀周期過短,會(huì)影響加工效率;抬刀周期過長(zhǎng),則難以有效改善加工穩(wěn)定性。
圖1 是閉式整體泵葉輪流道電火花加工示意圖。在成形電極進(jìn)給運(yùn)動(dòng)過程中,電極與葉輪之間的距離狹窄彎曲,其間距略大于放電間隙,這意味著留給蝕除產(chǎn)物排出的區(qū)域非常有限;在確保不發(fā)生干涉的前提下, 擴(kuò)大電極與葉輪之間的空間,將有助于改善蝕除產(chǎn)物的排出狀況,以達(dá)到適當(dāng)延長(zhǎng)抬刀周期、提高加工效率的目的。對(duì)此,本文提出了電極擺動(dòng)進(jìn)給策略。
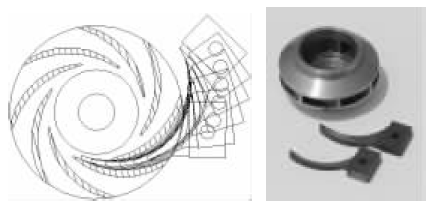
圖1 閉式整體泵葉輪電火花加工電極進(jìn)給路徑
1. 電極擺動(dòng)進(jìn)給
電極擺動(dòng)進(jìn)給的目的在于擴(kuò)大電極進(jìn)給時(shí)其前端區(qū)域及側(cè)面區(qū)域的空間,為工作液的沖入提供空間。圖2 是電極擺動(dòng)進(jìn)給的流程。不失一般性,以圖1 所示電極進(jìn)給運(yùn)動(dòng)的某階段為對(duì)象,闡述實(shí)施電極擺動(dòng)進(jìn)給的過程。
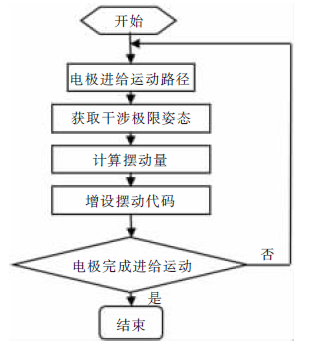
圖2 電極擺動(dòng)進(jìn)給運(yùn)動(dòng)流程圖
電極擺動(dòng)進(jìn)給的實(shí)施對(duì)象為描述電極運(yùn)動(dòng)路徑的數(shù)控代碼, 其可根據(jù)代碼行數(shù)分為若干階段。如圖3 所示,第i 階段的電極擺動(dòng)進(jìn)給,以該階段的電極位姿為初始狀態(tài),以電極安裝孔圓心為旋轉(zhuǎn)中心,分別向C 軸正負(fù)方向、按一定的搜索步長(zhǎng)調(diào)整電極姿態(tài)。每一步調(diào)整后,判斷電極與葉盤的干涉狀況,分別記錄C 軸正、負(fù)方向上發(fā)生干涉時(shí)的轉(zhuǎn)角,記為β1與β2,電極擺動(dòng)進(jìn)給量設(shè)置為δ1=η·β1,δ2=η·β2,其中,η 為擺動(dòng)進(jìn)給系數(shù)(0<η<1),其數(shù)值一般根據(jù)實(shí)際加工狀況選取,通常不超過0.5。未實(shí)施擺動(dòng)進(jìn)給時(shí)的第i 階段的數(shù)控代碼為:
G01X(xi)Y(yi)Z(zi)C(ci)
設(shè)置進(jìn)給搖動(dòng)后的數(shù)控代碼為:
G01X(xi)Y(yi)Z(zi)C(ci)
G01X(xi)Y(yi)Z(zi)C(ci+δi1)
G01X(xi)Y(yi)Z(zi)C(ci-δi2)
G01X(xi)Y(yi)Z(zi)C(ci)
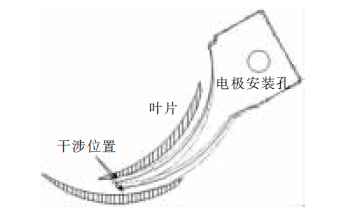
圖3 電極進(jìn)給運(yùn)動(dòng)第i 階段的擺動(dòng)進(jìn)給
經(jīng)擺動(dòng)進(jìn)給后,電極前端及側(cè)面與葉盤的間距有所擴(kuò)大,這為工作液帶離蝕除產(chǎn)物提供了較開闊的空間,有利于改善加工穩(wěn)定性和提高加工效率。
2 .電極擺動(dòng)進(jìn)給對(duì)極間流場(chǎng)的影響分析
為了更直觀地了解電極擺動(dòng)進(jìn)給對(duì)改善蝕除產(chǎn)物排出狀況的影響,采用計(jì)算流體力學(xué)方法分別對(duì)“無擺動(dòng)進(jìn)給”與“有擺動(dòng)進(jìn)給”兩種情況下的極間工作液流場(chǎng)分布進(jìn)行模擬[3]。實(shí)際經(jīng)驗(yàn)表明,電極抬刀回退在加工中不可避免。對(duì)于加工中的一次抬刀回退,蝕除產(chǎn)物的排出是通過抬刀的第二階段,即電極沿進(jìn)給路徑再次向加工區(qū)域運(yùn)動(dòng)的過程中實(shí)現(xiàn)的。以抬刀的第二階段中某一時(shí)刻下,電極與工件之間的極間工作液介質(zhì)作為仿真幾何建模的對(duì)象,具體為:工件已完成第i階段加工,電極再次進(jìn)給至第(i-1)階段時(shí)的位置姿態(tài)(圖4)。模型中的放電間隙設(shè)定為0.08 mm,極間工作液為液相不可壓縮流體, 密度為760 kg/m3,黏性系數(shù)為1.43×10-3 kg/(m·s);流場(chǎng)穩(wěn)定后處于穩(wěn)態(tài),流場(chǎng)物理量?jī)H與空間坐標(biāo)有關(guān),與時(shí)間無關(guān)。
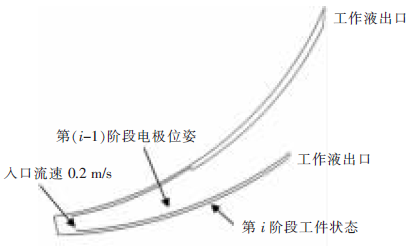
圖4 電極擺動(dòng)進(jìn)給流場(chǎng)仿真建模
抬刀的第二階段,即電極向加工區(qū)域進(jìn)給過程中,其端面對(duì)極間工作液形成具有一定速度的類似活塞運(yùn)動(dòng),而工作液從電極側(cè)面與工件的間隙處向外部流出。為了簡(jiǎn)化仿真模型,對(duì)邊界條件作如下設(shè)定:以電極端面為入口,入口邊界設(shè)置為速度入口,入口速度為電極向加工區(qū)域運(yùn)動(dòng)的速度,設(shè)置為0.2 m/s;以葉盤兩側(cè)邊緣為出口,出口邊界設(shè)置為自由流出。極間工作液視為層流,網(wǎng)格劃分采用四邊形網(wǎng)格。圖5 是無擺動(dòng)進(jìn)給與有擺動(dòng)進(jìn)給情況下,電極完成抬刀并再次向加工區(qū)域進(jìn)給時(shí)的工作液流場(chǎng)速度云圖。對(duì)比可見,擺動(dòng)進(jìn)給時(shí),加工區(qū)域前端形成了范圍更廣泛、速度更高的渦流,有助于停留在加工區(qū)域中的蝕除產(chǎn)物獲得更高的速度,進(jìn)而離開加工區(qū)域。
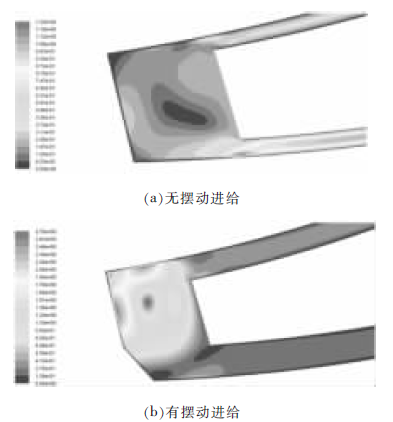
圖5 有、無擺動(dòng)進(jìn)給下的加工區(qū)域前端流場(chǎng)分布
3. 電極擺動(dòng)進(jìn)給驗(yàn)證實(shí)驗(yàn)
為了驗(yàn)證電極擺動(dòng)進(jìn)給對(duì)復(fù)雜流道電火花加工效率及穩(wěn)定性的影響,以圖1 所示的閉式整體泵葉輪為對(duì)象,分別采用“無擺動(dòng)進(jìn)給”和“有擺動(dòng)進(jìn)給”的方式加工單個(gè)流道。為盡量消除影響加工穩(wěn)定性的因素,工件材料選用電火花較易加工的模具鋼,電極材料選用POCO EDM-C3 滲銅石墨,放電規(guī)準(zhǔn)見表1[4]。在有、無擺動(dòng)進(jìn)給的對(duì)比實(shí)驗(yàn)中,工件、電極材料與放電規(guī)準(zhǔn)完全一致。
表1 石墨電極加工模具鋼泵葉輪的放電規(guī)準(zhǔn)
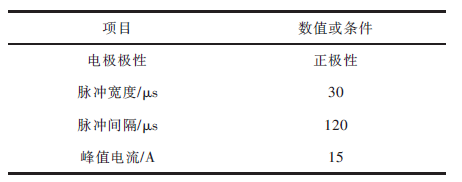
圖6 是擺動(dòng)進(jìn)給對(duì)泵葉輪單個(gè)流道加工穩(wěn)定性及加工效率的影響。在加工穩(wěn)定性方面,電極無擺動(dòng)進(jìn)給加工時(shí),只有當(dāng)抬刀周期T 縮短至1 s 時(shí),才能保證穩(wěn)定加工,且在電極前端出現(xiàn)明顯的積碳點(diǎn)。當(dāng)電極增加擺動(dòng)進(jìn)給后,抬刀周期T=1.5 s 即可確保穩(wěn)定加工。
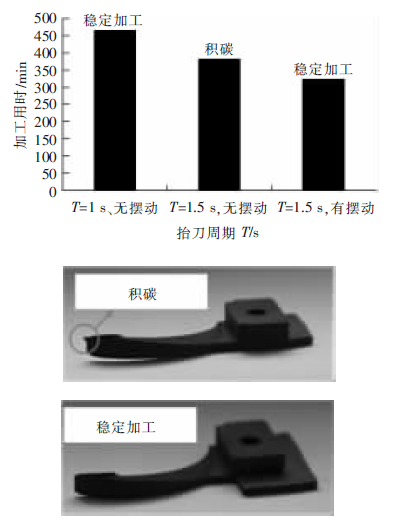
圖6 電極擺動(dòng)進(jìn)給對(duì)加工穩(wěn)定性及加工效率的影響
從圖6 還可看出,在加工效率方面,電極無擺動(dòng)進(jìn)給加工時(shí), 抬刀周期T=1.5 s 時(shí)完成單個(gè)流道加工需耗時(shí)385 min;抬刀周期T=1 s 時(shí)加工單個(gè)流道需耗時(shí)467 min。當(dāng)電極增加擺動(dòng)進(jìn)給后,抬刀周期T=1.5 s 時(shí)完成單個(gè)流道加工僅需耗時(shí)326 min,與相同抬刀周期下的無擺動(dòng)工況相比,加工效率提升了15.32 %,與穩(wěn)定加工的無擺動(dòng)工況相比,加工效率提升了30.19 %。
為了進(jìn)一步了解擺動(dòng)進(jìn)給對(duì)加工效率的影響,對(duì)電極進(jìn)給運(yùn)動(dòng)過程中完成各運(yùn)動(dòng)階段所需的時(shí)間進(jìn)行單獨(dú)分析。需要指出的是,在電極進(jìn)給路徑規(guī)劃過程中,為了提高規(guī)劃效率,電極進(jìn)給運(yùn)動(dòng)的早期,各階段間距較大;而后期電極運(yùn)動(dòng)空間較小時(shí),各階段間距較小。這使得在整個(gè)電極進(jìn)給運(yùn)動(dòng)中,完成各階段加工的用時(shí)并不相同。
圖7 是當(dāng)抬刀周期T=1.5 s 時(shí),有、無擺動(dòng)進(jìn)給條件下,完成各相鄰運(yùn)動(dòng)階段所用的加工時(shí)間。可見,在電極進(jìn)給運(yùn)動(dòng)的早期階段,擺動(dòng)工況下的加工用時(shí)略高于無擺動(dòng)工況。這是由于電極尚未深入流道,蝕除產(chǎn)物的排出并不困難,此時(shí),擺動(dòng)進(jìn)給并未體現(xiàn)其功效,相反會(huì)占用一部分加工時(shí)間,影響加工效率。隨著加工的進(jìn)行,電極逐漸深入流道,蝕除產(chǎn)物的排出狀況愈加惡劣,此時(shí),擺動(dòng)進(jìn)給改善排屑狀況的作用開始顯現(xiàn),各階段加工效率的提升幅度隨之上升;在執(zhí)行第24 階段運(yùn)動(dòng)時(shí),擺動(dòng)進(jìn)給對(duì)單階段加工效率的提升幅度達(dá)到最高值40.3 %。由于電極進(jìn)給至第25 階段時(shí),流道被加工通暢,蝕除產(chǎn)物的排出狀況隨即改善,此時(shí),擺動(dòng)進(jìn)給對(duì)單階段加工效率的提升程度有所下降,但擺動(dòng)進(jìn)給工況下的加工用時(shí)仍略低于無擺動(dòng)工況。
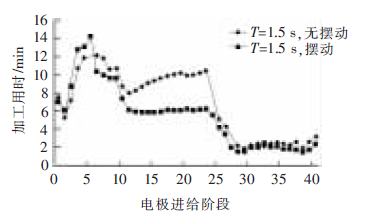
圖7 擺動(dòng)對(duì)電極進(jìn)給各階段加工效率的影響
4 .結(jié)語(yǔ)
本文針對(duì)復(fù)雜流道電火花加工中整體效率較低、加工狀態(tài)不穩(wěn)定的情況,提出了電極擺動(dòng)進(jìn)給策略,在避免干涉的前提下,通過調(diào)整電極進(jìn)給各階段的位姿,擴(kuò)大電極與工件之間供蝕除產(chǎn)物排出的空間。仿真結(jié)果顯示,擺動(dòng)進(jìn)給可顯著改善加工區(qū)域前端的工作液流場(chǎng);閉式整體泵葉輪流道加工試驗(yàn)結(jié)果表明, 擺動(dòng)進(jìn)給可有效改善加工穩(wěn)定性,降低對(duì)抬刀周期的依賴; 隨著電極進(jìn)給的深入,擺動(dòng)進(jìn)給對(duì)提高加工效率的作用愈加明顯。
投稿箱:
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
更多相關(guān)信息

業(yè)界視點(diǎn)
| 更多
查")
行業(yè)數(shù)據(jù)
| 更多
- 2025年5月 新能源汽車銷量情況
- 2025年5月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年5月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年5月 軸承出口情況
- 2025年5月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年5月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年4月 新能源汽車銷量情況
- 2025年4月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年4月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年4月 軸承出口情況
- 2025年4月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年4月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年1月 新能源汽車銷量情況
博文選萃
| 更多
- 機(jī)械加工過程圖示
- 判斷一臺(tái)加工中心精度的幾種辦法
- 中走絲線切割機(jī)床的發(fā)展趨勢(shì)
- 國(guó)產(chǎn)數(shù)控系統(tǒng)和數(shù)控機(jī)床何去何從?
- 中國(guó)的技術(shù)工人都去哪里了?
- 機(jī)械老板做了十多年,為何還是小作坊?
- 機(jī)械行業(yè)最新自殺性營(yíng)銷,害人害己!不倒閉才
- 制造業(yè)大逃亡
- 智能時(shí)代,少談點(diǎn)智造,多談點(diǎn)制造
- 現(xiàn)實(shí)面前,國(guó)人沉默。制造業(yè)的騰飛,要從機(jī)床
- 一文搞懂?dāng)?shù)控車床加工刀具補(bǔ)償功能
- 車床鉆孔攻螺紋加工方法及工裝設(shè)計(jì)
- 傳統(tǒng)鉆削與螺旋銑孔加工工藝的區(qū)別