


摘要: 通過建立高精密數(shù)控立式靜壓圓臺磨床的有限元模型,進行了磨床的熱源分析及計算,并采用ANSYS Workbench進行了有限元溫度場分析求解,得到了立式磨床的溫度分布。進而搭建了機床溫升實驗平臺,進行了臥磨頭磨削平面時的機床溫升實驗。通過對有限元理論分析求解與實驗結(jié)果對比,證明了有限元分析模型及方法的可靠性,為磨床的結(jié)構(gòu)優(yōu)化及誤差補償提供了依據(jù)。
0 前言
我國所產(chǎn)數(shù)控機床中經(jīng)濟型、中檔與高檔之比約為70∶ 29∶ 1,而2010 年中國消費占全球機床消費額的45. 6%; 其中高檔機床產(chǎn)量高檔數(shù)控機床約占我國市場年消費量20% 以上。產(chǎn)品結(jié)構(gòu)矛盾突出,中高端數(shù)控機床及其數(shù)控系統(tǒng)等關(guān)鍵功能件主要依賴進口,依賴度約達90%。作為高性能數(shù)控機床的精密數(shù)控立式圓臺磨床在國內(nèi)的發(fā)展嚴重不足,在很多方面上都受到了國外的限制。隨著國民經(jīng)濟的持續(xù)發(fā)展,新技術(shù)的不斷出現(xiàn),對相關(guān)產(chǎn)品零件精度等級要求不斷提高。在“十二五”以及更長時期,我國都將進行大范圍和深層次的產(chǎn)業(yè)結(jié)構(gòu)調(diào)整,這將給機床行業(yè)尤其高端數(shù)控機床帶來巨大機會 。國內(nèi)市場對精密數(shù)控立式圓臺磨床的需求,在軍工、飛機制造、風電、大型精密軸承、汽車、高檔機床等領(lǐng)域均呈現(xiàn)持續(xù)增長趨勢,而目前這部分機床的需求主要依賴進口,產(chǎn)品還遠遠不能滿足國內(nèi)市場的需求 。
為了提高數(shù)控立式圓臺磨床的精度等級,降低機床因剛性傳動帶來的振動及變形,減小機床溫升及熱變形對精度的影響,采用“中間止推動靜壓油膜軸承”和“三面靜壓閉式導軌自驅(qū)式圓轉(zhuǎn)臺”等關(guān)鍵功能部件,并在設(shè)計階段進行溫度場有限元分析優(yōu)化設(shè)計,控制溫度方法研究; 在試制階段搭建機床試驗平臺,通過溫度及熱變形試驗建立機床動態(tài)模型,對機床溫度、熱變形及誤差進行分析,并進行熱誤差在線檢測補償研究等,使機床加工精度可以達到亞微米級。
1 、有限元熱分析
對數(shù)控立式圓臺磨床的結(jié)構(gòu)進行有限元建模,根據(jù)運動切削等工作狀況,建立機床發(fā)熱、傳熱的溫度場模型,分析機床的熱誤差和熱變形,確定機床的熱敏感區(qū)域。
在熱源分析的基礎(chǔ)上,計算磨床在加工過程中熱分析邊界條件,將計算得到的熱邊界條件加載到有限元穩(wěn)態(tài)熱分析模塊中對整機進行穩(wěn)態(tài)熱分析,得到整機溫度分布圖及熱變形,將分析結(jié)果與實驗數(shù)據(jù)進行對比,對模型及參數(shù)進行修正,得到可靠的溫度場分析結(jié)果。
文中以北京廣宇大成數(shù)控機床有限公司研發(fā)的高精度數(shù)控閉式靜壓轉(zhuǎn)臺立式磨床MGK28120 為研究對象,建立整機熱特性分析有限元模型,如圖1 所示。
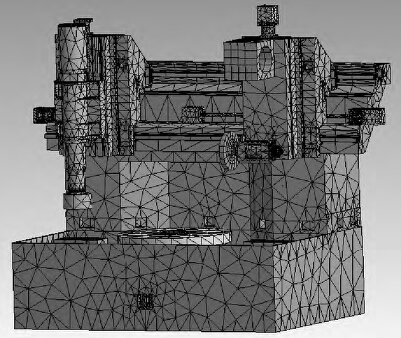
圖1 整機有限元模型
1. 1 熱源分析與熱載荷計算
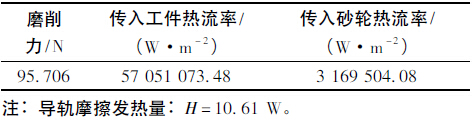
數(shù)控立式圓臺磨床熱源主要有: 主軸電機、進給電機、液壓裝置、軸承摩擦熱、導軌摩擦熱以及磨削熱等。當磨床工作參數(shù)如表1 所示時,各熱源發(fā)熱量計算結(jié)果如表2—5 所示。
表1 磨床加工參數(shù)
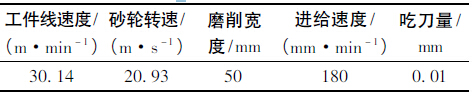
表2 電機及帶傳動發(fā)熱量
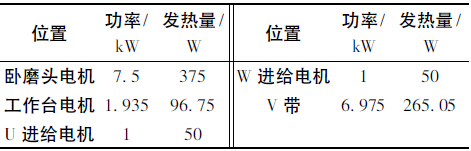
表3 液壓裝置發(fā)熱量

表4 軸承發(fā)熱量

表5 磨削熱傳散量
磨削過程中熱量交換主要以熱傳導與熱對流方式為主。在整機熱穩(wěn)態(tài)計算過程中,磨床初始溫度為室溫8. 5 ℃ ( 北方冬天室內(nèi)溫度) 。床身、立柱、滑鞍材料是鑄鐵HT200,導軌絲杠材料是GCr15,主軸材料是38CrMoAl。根據(jù)各零件材料在模型中進行導熱系數(shù)的相應(yīng)設(shè)置。
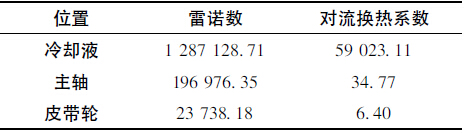
磨削加工過程中使用充足的冷卻液,其對流換熱系數(shù)如表6 所示 。
表6 對流換熱系數(shù)
1. 2 溫度場分析
將以上計算得到的電機、V 帶、滾動軸承、液壓裝置等熱載荷均采用恒定熱流率加載于接觸面上,磨削熱為移動載荷,采用ANSYS 的APDL 語言,通過循環(huán)語句在砂輪與工件的節(jié)點上進行加載。在接觸弧長、砂輪寬度形成的接觸面上進行磨削熱流率加載,進行溫度求解,然后消除上一次載荷,將上一次計算結(jié)果作為初始值在下一接觸面上加載,并在下一接觸面上加載磨削熱流率,如此循環(huán)加載求解,模擬移動熱源 。導軌滑塊、絲杠螺母等運動副的熱載荷均采用移動熱源進行加載。在有限元模型上設(shè)置相應(yīng)的材料屬性,結(jié)合面設(shè)置為Bonded,只考慮熱傳導與熱對流,不考慮熱輻射,得到數(shù)控圓臺式立式磨床在臥磨頭工作時穩(wěn)定工作狀態(tài)下穩(wěn)態(tài)熱分析仿真結(jié)果如圖2 所示。從圖中可以看出,溫度最高的位置為臥磨頭電機,機床臥磨頭電機上最高溫度為30. 3 ℃,臥磨頭主軸上溫度為20. 6 ℃,皮帶輪溫度為18. 9℃,臥磨頭W 軸電機處溫度為16 ℃,臥磨頭U 軸電機溫度21 ℃左右。
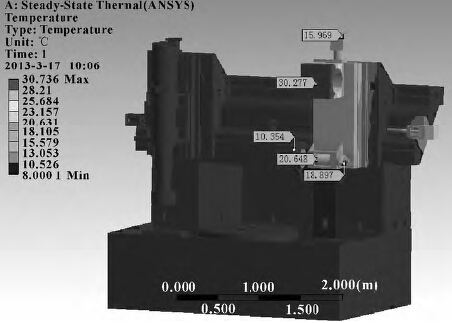
圖2 磨床穩(wěn)態(tài)熱分析
2 、實驗驗證
2. 1 實驗平臺
在磨削加工中,影響磨削溫度的主要因素包括磨削加工參數(shù)、磨削方式、砂輪磨粒特性和工件材料等 。由于影響因素比較復(fù)雜,所以,理論計算不準確,通過采用激光溫度測量儀( 如圖3 所示) 測出磨床臥磨頭加工平面時的溫度分布,該儀器可以通過調(diào)節(jié)焦距測量一定范圍內(nèi)的物體表面溫度,并且可以準確知道圖片內(nèi)任何一點的溫度值。此外,采用32 通道溫度巡檢儀及pt100 熱敏電阻進行機床熱敏感點表面溫度采樣 ,測點分布如圖4 所示。

圖3 立式圓臺磨床臥磨頭磨削時機床溫度測量現(xiàn)場
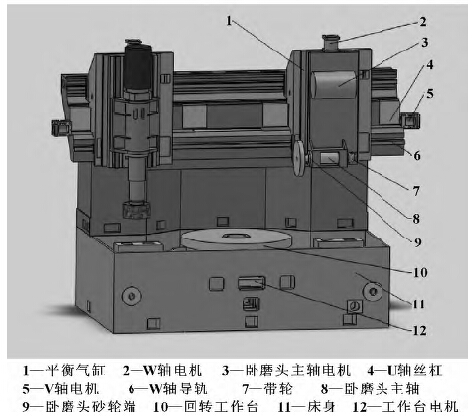
圖4 測點分布圖
2. 2 實驗結(jié)果
測量結(jié)果如圖5 ( a) — ( e) 所示,最低溫度為環(huán)境溫度8. 5 ℃ ( 由于實驗是在冬季測量,所以環(huán)境溫度較低) 。
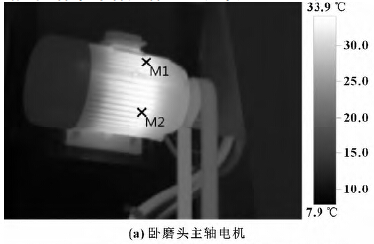
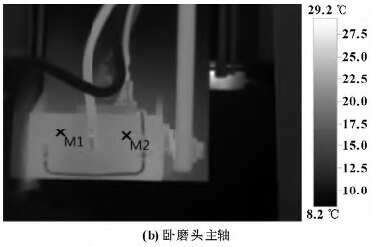
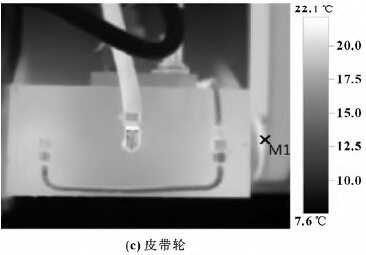
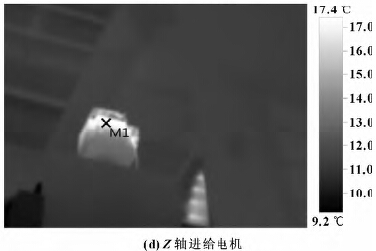
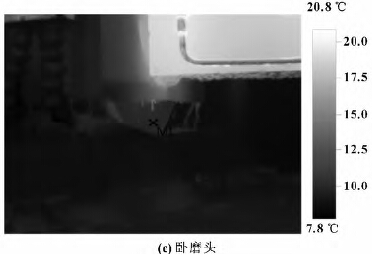
圖5 高精密數(shù)控立磨磨頭工作時溫度場實驗
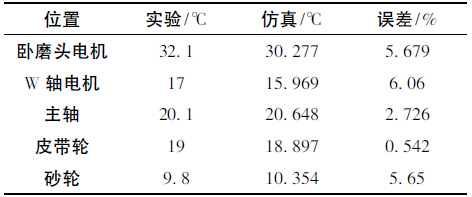
圖5 ( a) 為臥磨頭電機溫度測量結(jié)果圖,其中M1 為32. 1 ℃,M2 為33. 6 ℃; 圖5 ( b) 主軸箱上兩點溫度M1 為19. 6 ℃,M2 為20. 1 ℃; 圖5 ( c)為皮帶輪的溫度實驗,M 點溫度為19. 0 ℃。圖5 ( d) 為臥磨頭Z 軸進給電機溫度實驗結(jié)果,M 點溫度為17. 0 ℃; 圖5 ( e) 為磨頭溫度實驗,M 點溫度為9. 8 ℃。從圖中可以看出,臥磨頭主軸電機座最高溫升為21. 8 ℃; 其次,臥磨頭主軸溫升達到12 ℃,帶輪處溫升為10 ℃ 左右,Z 向進給電機溫升為7. 5℃左右,砂輪的溫升為1. 8 ℃。實驗與仿真關(guān)鍵點溫度對比如表7 所示。
由表7 可知,磨床主要部件的溫度實驗與仿真結(jié)果是一致的,且其溫升在正常范圍內(nèi),所以溫度載荷與熱特性仿真的結(jié)果是可靠的,可以進一步進行機床熱變形分析,并進行熱誤差分析及補償。
表7 磨床臥磨頭工作時溫度實驗與仿真的對比
3 、結(jié)論
由于臥磨頭主要用于平面磨削,在磨削平面時X、Z 向變形基本不影響零件加工尺寸,Y 向砂輪與工件變形會影響工件加工尺寸。磨削主要用于表面精加工,一般采取多道工序磨削。若在工序間反復(fù)測量,根據(jù)測量結(jié)果進行磨削量的控制,可減小熱變形對磨削尺寸精度的影響,否則磨削熱變形對零件加工尺寸精度影響較大。此外,由于各方向變形的不均勻,可能會造成工件的平面度誤差,因此,磨床的熱變形必須給予足夠的重視。
如果您有機床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com

查")
- 2025年7月 新能源汽車銷量情況
- 2025年7月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年7月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年7月 軸承出口情況
- 2025年7月 分地區(qū)金屬切削機床產(chǎn)量數(shù)據(jù)
- 2025年7月 金屬切削機床產(chǎn)量數(shù)據(jù)
- 2025年6月 新能源汽車銷量情況
- 2025年6月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年6月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年6月 軸承出口情況
- 2025年6月 分地區(qū)金屬切削機床產(chǎn)量數(shù)據(jù)
- 2025年6月 金屬切削機床產(chǎn)量數(shù)據(jù)
- 2025年5月 新能源汽車銷量情況