



FANUC 系統數控車床宏程序解析
2020-5-13 來源: 大連經濟技術開發區中等職業技術專業學校 作者: 謝玉寶
摘要:FANUC 系統宏程序的編制是學習者的一個難點,主要是有變量的存在。掌握變量概念和變量的基本演算方法以及變量的賦值方法非常重要。宏程序分 A/B 類,手柄 A 類宏程序、正弦曲線 B 類宏程序、橢圓 B 類直角坐標宏程序分別實例講解,學習者可根據實際機床新舊程度以及編程難易程度掌握自己的編程方法。
關鍵詞:FANUC 系統;數控車床;宏程序;橢圓;雙曲線
1 、基礎知識
在程序編制過程中,我們對含有變量的程序稱之為用戶宏程序。如果在主程序中調用了用戶宏程序的指令,稱之為用戶宏程序指令。使用代碼 G65 表示。用戶宏程序一般分為 A、B 兩種類型。一般情況下,FANUC-0TD 系統會采用 A 類宏程序編程,而 FANUC-0i系統則采用 B 類宏程序編程。
2、 程序編制
2.1 手柄 A 類型宏程序編程
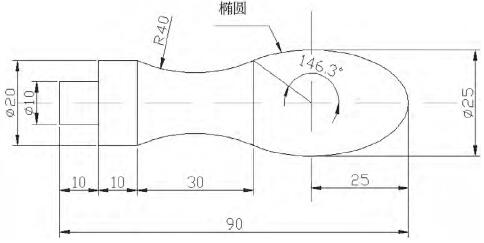
圖 1 手柄圖
編程編制說明:
如圖 1 手柄圖所示,橢圓的方程為 X2/12.52+(Z+25)2/252=1,該橢圓方程式的另一種表達式為“X=12.5sinα,Z=25cosα-25”,即使用極坐標方式表示零件輪廓上的點的坐標。橢圓上各點坐標分別是(X12.5sinα,Z25cosα-25),點的坐標值隨著角度的變化而發生變化,“α”稱為自變量,而坐標“X”和“Z”是應變量。我們規定每次角度的增量為 0.1°。
注意:使用極坐標編寫該橢圓加工程序時,應注意編程點處的極角不等于圖樣上已知的平面角 146.3°,需經換算后得到該點的極角為 126.86°才能使用。
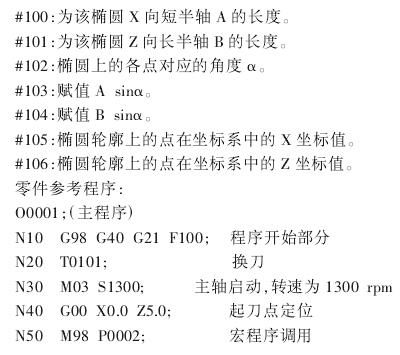
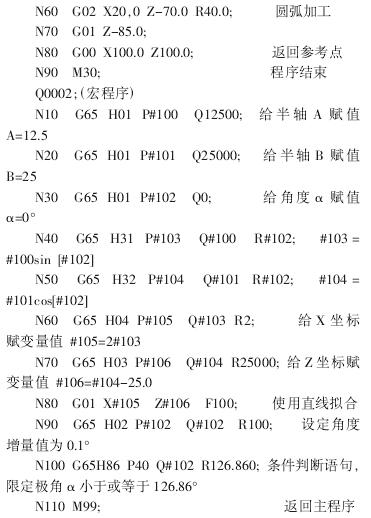
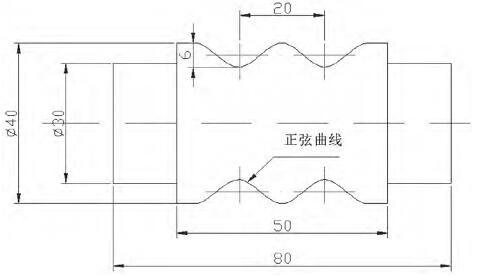
圖 2 曲線輪
2.2 正弦曲線 B 類宏程序編程
編程編制說明:
如圖 2 曲線輪,這個零件的正弦曲線是由兩個循環周期構成,角度和為 720°級從-630°到 90°結束。現在,沿 Z 軸方向將該正弦線分為 1000 條線段,每條線線段直線在 Z軸方向的間距設定為 0.04mm,那么對應其正弦線的角度增加 720°/1000。根據計算公式,得出該正弦曲線上每一段線上終點的 X 軸的坐標值為 X=34+6sinα。
#100 為在局部坐標系編程中的 X 坐標變量賦值,
#101 為正弦線角度的變量賦值,
#102 為零件輪廓正弦線上各點 x 坐標賦值,
#103 為零件輪廓正弦線上各點 z 坐標賦值。
零件的參考程序:
主程序示例:
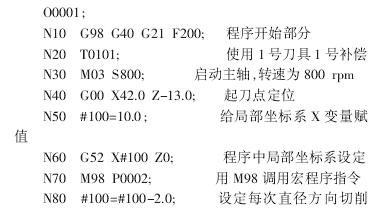
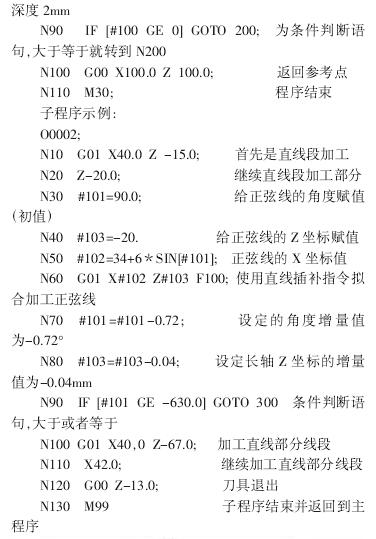
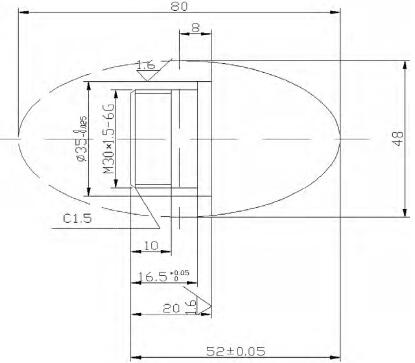
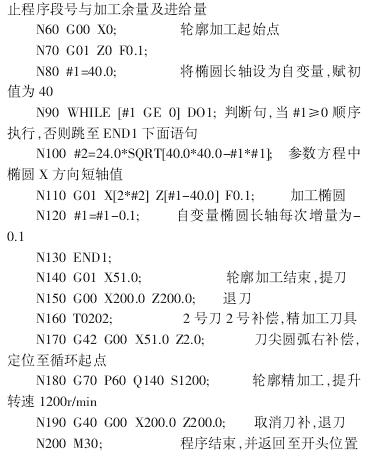
圖 3 橢圓件
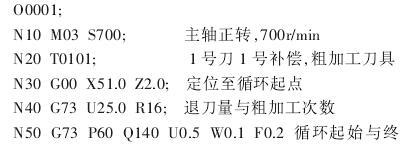
2.3 橢圓 B 類直角坐標指令宏程序編程方法
3 、結束語
在使用宏程序編制零件加工程序過程中,由于允許使用變量賦值、算數、邏輯等運算以及使用條件轉換轉移等,從而使編制程序變得方便和簡單,但是學習起來比較抽象,很難學好并吃透。尤其是使用 G65 變量賦值在編制 A類宏程序過程中非常容易出錯。所以,建議使用 M98 調用指令,使用 G73 指令,在直角坐標系或極坐標系中編制程序。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

