控")



數(shù)控火焰切割系統(tǒng) Z 軸高度補(bǔ)償功能的實(shí)現(xiàn)
2018-6-11 來源:武漢工程大學(xué)材料科學(xué)與工程學(xué)院 作者: 馬凡杰,王學(xué)華,王華龍,李安翼,劉 蘇
摘要:采用工業(yè)計(jì)算機(jī)和運(yùn)動控制卡等硬件構(gòu)建開放式數(shù)控火焰切割系統(tǒng),以 Visual Basic 6.0 為開發(fā)工具,開發(fā)了提高異形工件火焰切割過程平穩(wěn)性的系統(tǒng)控制軟件. 采用激光位移傳感器對被加工件進(jìn)行非接觸式掃描,獲取工件在加工路徑上的高度信息,并以此為依據(jù)進(jìn)行切割軌跡的規(guī)劃和高度補(bǔ)償. 試運(yùn)行結(jié)果表明,當(dāng)工件表面高度發(fā)生變化時(shí),由伺服系統(tǒng)進(jìn)行三軸直線插補(bǔ)或三軸螺旋插補(bǔ),能夠在切割過程中使割炬與工件表面之間的距離始終保持一致,位置精度±0.02 mm,重復(fù)定位精度±0.05 mm. 整個(gè)系統(tǒng)保證了良好的切割質(zhì)量,達(dá)到了切割過程平穩(wěn)高效的目的。
關(guān)鍵詞:火焰切割;數(shù)控系統(tǒng);Z 軸補(bǔ)償;異形件切割
1、 引言
數(shù)控火焰切割機(jī)是一種利用燃?xì)獾臒崮軐饘侔宀倪M(jìn)行切割加工并利用數(shù)控裝置控制機(jī)床的切割軌跡的特種加工設(shè)備. 因具有切割質(zhì)量高、割面垂直度好、切割厚度大以及成本低廉等優(yōu)點(diǎn),成為機(jī)械、壓力容器、造船、車輛、金屬結(jié)構(gòu)等行業(yè)的重要裝備。目前主流數(shù)控火焰切割設(shè)備都是以平面切割控制系統(tǒng)為主. 當(dāng)工件存在高低不平、傾斜、彎曲、凸瘤、深坑等特征時(shí),傳統(tǒng)的控制方式會影響切割質(zhì)量和平穩(wěn)性. 因此,在切割過程中采用合適的控制方式保持割炬與被切割工件之間的距離恒定對完成平穩(wěn)切割加工有重要意義. 王春、宋凱云等人研究的電容式自動調(diào)高系統(tǒng)是目前解決此類問題的主要手段,其中蔣翔俊等人設(shè)計(jì)了基于模糊控制方法的自動調(diào)高控制系統(tǒng),使電容式自動調(diào)高系統(tǒng)工作過程有了更好的穩(wěn)定性和精度. 黃金花等人引入結(jié)構(gòu)和參數(shù)自適應(yīng)思想對標(biāo)準(zhǔn)遺傳算法進(jìn)行了改進(jìn),利用爬山法對 PID 調(diào)節(jié)器進(jìn)行最佳參數(shù)辨識,使電容式自動調(diào)高系統(tǒng)的動態(tài)性能有了大幅提高,精度和魯棒性好. 但是當(dāng)工件在厚度方向上發(fā)生有一定程度的翹曲時(shí),安裝有電容式自動調(diào)高系統(tǒng)的火焰切割機(jī)的切割效果并不理想,而且由于電容的性能受到溫度、濕度以及寄生電容的影響,設(shè)備對溫度、濕度、屏蔽和接地均有一定要求.本文采用環(huán)境適應(yīng)性更強(qiáng)的激光位移傳感器作為 Z 軸高度補(bǔ)償?shù)臄?shù)據(jù)來源,采用 Visual Basic6.0 開發(fā)了數(shù)控火焰切割系統(tǒng)的圖形處理和運(yùn)動控制軟件。
通過激光位移傳感器獲取被割工件高度信息,并根據(jù)被加工對象的輪廓進(jìn)行空間切割軌跡規(guī)劃,實(shí)時(shí)自動沿 Z 軸方向的高度補(bǔ)償,實(shí)現(xiàn)了切割過程的穩(wěn)定控制.
2 、系統(tǒng)結(jié)構(gòu)
根據(jù)數(shù)控火焰切割機(jī)的加工工藝要求和工作環(huán)境惡劣的特點(diǎn),采用工控機(jī)+運(yùn)動控制卡為控制單元構(gòu)建 NC 嵌入 PC 的開放式數(shù)控系統(tǒng). 主要硬件有 IPC510 型工業(yè)控制計(jì)算機(jī)、PCI-1245 型運(yùn)動控制卡、8622 型多功能數(shù)據(jù)采集卡、CD33-250NA型激光位移傳感器、伺服系統(tǒng)等. 采用這種控制方式,不僅結(jié)構(gòu)簡單,而且系統(tǒng)有良好的穩(wěn)定性和拓展性. 系統(tǒng)的硬件結(jié)構(gòu)示意圖如圖 1 所示.
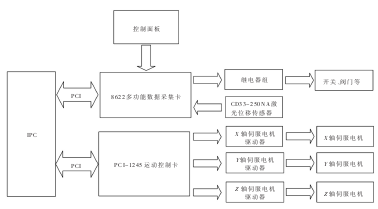
圖 1 系統(tǒng)硬件結(jié)構(gòu)示意圖
工業(yè)計(jì)算機(jī)(IPC)作為數(shù)控火焰切割系統(tǒng)的上位機(jī),運(yùn)行所開發(fā)的數(shù)控火焰切割系統(tǒng)上位機(jī)控制軟件,通過調(diào)用系統(tǒng)資源,驅(qū)動機(jī)床完成切割加工,同時(shí) IPC 還作為系統(tǒng)的人機(jī)界面,具有設(shè)置系統(tǒng)工作參數(shù)、顯示運(yùn)行狀態(tài)、跟蹤切割軌跡等功能. 激光位移傳感器輸出的模擬量信號傳送至多功能數(shù)據(jù)采集卡,經(jīng)過 A/D 轉(zhuǎn)換后,數(shù)控火焰切割系統(tǒng)即可得到工件在切割方向上的輪廓高度,作為 Z 軸自動補(bǔ)償?shù)臄?shù)據(jù)來源. PCI-1245 作為 4 軸通用 PCI 步進(jìn)/脈沖型伺服電機(jī)控制卡,用于驅(qū)動伺服系統(tǒng)進(jìn)行 XYZ 三軸直線插補(bǔ)或三軸螺旋插補(bǔ),實(shí)現(xiàn)預(yù)定軌跡的運(yùn)動控制功能.
3 、Z 軸高度補(bǔ)償功能
3.1 加工路徑的預(yù)處理
在對工件進(jìn)行加工之前,數(shù)控系統(tǒng)需要先獲取切割路徑中工件表面的輪廓高度,為后續(xù)加工過程中控制割炬沿 Z 軸方向進(jìn)行高度補(bǔ)償提供數(shù)據(jù)源. 因此,CD33-250NA 激光位移傳感器需要固定在機(jī)床的 Z 軸上,采用垂直于 XY 平面的方式進(jìn)行安裝. 加工路徑預(yù)處理流程見圖 2.
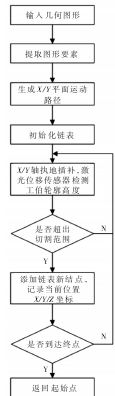
圖2 加工路徑預(yù)處理流程圖
首先系統(tǒng)根據(jù)輸入的幾何圖形,獲取圖形中的要素,生成 XY 平面的運(yùn)動路徑,伺服系統(tǒng)沿上述路徑進(jìn)行插補(bǔ)運(yùn)動,同時(shí)開啟 Z 軸激光位移傳感器的連續(xù)檢測. 系統(tǒng)可以獲取工件在切割路徑中沿高度方向的輪廓信息,并將其離散化,變?yōu)橐幌盗械目臻g點(diǎn)坐標(biāo). 但其中大部分為冗余信息,需要從中提取出關(guān)鍵的刀位點(diǎn)坐標(biāo)(x,y,z). 當(dāng)工件表面存在高度變化時(shí),X 軸和 Y 軸沿運(yùn)動路徑插補(bǔ)過程中,系統(tǒng)將當(dāng)前位置的 Z 坐標(biāo)與鏈表中上一個(gè)結(jié)點(diǎn)里所存儲的刀位點(diǎn)的 Z 坐標(biāo)進(jìn)行比較,當(dāng)兩者差值不在割炬的有效范圍內(nèi)時(shí),則向鏈表中添加一個(gè)新結(jié)點(diǎn),記錄當(dāng)前刀位點(diǎn)的 X、Y 坐標(biāo),以及同步的 Z 軸坐標(biāo).
圖形路徑的生成過程代碼如下:
此外,鏈表中還需要加入直線的起止點(diǎn)、終止點(diǎn),圓弧的起始點(diǎn)、終止點(diǎn)、圓心等圖形要素的坐標(biāo),使鏈表中包含完整的加工路徑信息.
3.2 Z 軸高度補(bǔ)償
通過對加工路徑的預(yù)處理,完成對鏈表中路徑結(jié)點(diǎn)信息的添加后,在加工過程中,數(shù)控火焰切割系統(tǒng)通過讀取鏈表結(jié)點(diǎn)中存儲的關(guān)鍵刀位點(diǎn)的坐標(biāo),即可控制伺服系統(tǒng)沿 Z 軸方向進(jìn)行高度補(bǔ)償,與 X 軸、Y 軸實(shí)現(xiàn)三軸聯(lián)動,沿空間軌跡進(jìn)行插補(bǔ),完成工件切割過程. 以 PCI-1245 運(yùn)動控制卡為接口,實(shí)現(xiàn)數(shù)控系統(tǒng)的 XY 軸直線插補(bǔ)與割炬沿 Z軸方向?qū)崟r(shí)進(jìn)行高度補(bǔ)償?shù)拇a如下:
當(dāng) XY 軸進(jìn)行圓弧插補(bǔ)時(shí) ,可以通過調(diào)用PCI-1245 運(yùn)動控制卡中提供的三軸螺旋插補(bǔ)函數(shù)Acm_Gp Move Helix Abs,控制伺服系統(tǒng)執(zhí)行螺旋插補(bǔ),實(shí)現(xiàn)圓弧切割過程中 Z 軸方向的高度補(bǔ)償. 由于任意的平面幾何圖形均可離散為直線和圓弧,因此,通過三軸直線插補(bǔ)和三軸螺旋插補(bǔ)可以實(shí)現(xiàn)任何復(fù)雜幾何圖形的切割.
4 、加工實(shí)例
以圖 3(a)所示的弧形零件切割過程為例,根據(jù)輸入的圖形文件進(jìn)行平面投影得到在 XY 平面上的輪廓[圖 3(b)]為加工路徑的數(shù)據(jù)來源,由激光位移傳感器采集工件在參考平面高度(設(shè)為 50mm)上的數(shù)據(jù),作為高度調(diào)整的數(shù)據(jù)來源.
首先,在上位機(jī)中輸入零件的幾何圖形,投影得到如圖 3(b)所示的輪廓. 根據(jù)加工工藝要求,在零件的輪廓上選定切割起點(diǎn),并以切割起點(diǎn)為終點(diǎn),確定方向和長度,繪制切割引入線和點(diǎn)火點(diǎn).本例中選取的切割起點(diǎn)為 A,OA 段為切割引入線,O 點(diǎn)為點(diǎn)火點(diǎn).
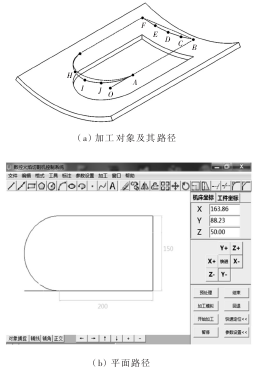
圖3 加工軌跡生成實(shí)例
數(shù)控系統(tǒng)根據(jù)輸入的零件的幾何圖形,控制伺服系統(tǒng)的 XY 軸按如圖 3(a)所示 O→A→BF→→A→O 的順序執(zhí)行高速插補(bǔ). 其中 GA 段為圓弧插補(bǔ),其余均為直線插補(bǔ). 在此過程中,系統(tǒng)根據(jù)輸入的幾何圖形的要素以及激光位移傳感器的采集數(shù)據(jù),將 O 點(diǎn)、A 點(diǎn)、B 點(diǎn)、C 點(diǎn)、D 點(diǎn)、E 點(diǎn)、F 點(diǎn)、G點(diǎn)、H 點(diǎn)、I 點(diǎn)作為關(guān)鍵刀位點(diǎn),將其坐標(biāo)存入加工路徑鏈表中. 當(dāng)伺服系統(tǒng)按照 500 mm/min 的速度執(zhí)行切割時(shí),預(yù)處理前后數(shù)控系統(tǒng)的理論坐標(biāo)和實(shí)際運(yùn)動軌跡坐標(biāo)見表 1,可以看出當(dāng)工件高度發(fā)生變化時(shí),關(guān)鍵刀位點(diǎn)的坐標(biāo)被成功加入到加工路徑數(shù)據(jù)鏈表.
在完成對鏈表中結(jié)點(diǎn)的添加后,火焰切割數(shù)控系統(tǒng)控制割炬下降到指定高度位置,并在 O 點(diǎn)位置進(jìn)行點(diǎn)火,對工件表面進(jìn)行預(yù)熱后,伺服系統(tǒng)按正常的切割速度,沿空間切割軌跡執(zhí)行插補(bǔ). 首先,伺服系統(tǒng)沿切割引線 OA 段進(jìn)行插補(bǔ),到達(dá)零件切割起點(diǎn) A 處,隨后沿 AB 段進(jìn)行插補(bǔ). 在此過程中,由于 OA、AB 所在位置的零件表面高度一致,因此割炬此時(shí)無需進(jìn)行高度補(bǔ)償. 隨后,系統(tǒng)通過BC、CD、DE、EF 四段連續(xù)的三軸直線插補(bǔ),逼近工件的表面輪廓,實(shí)現(xiàn) Z 軸方向的高度補(bǔ)償和零件的切割。FG 段的插補(bǔ)與 AB 段類似. 最后,伺服系統(tǒng)通過 GH、HI、IJ、JA 四段連續(xù)的三軸螺旋插補(bǔ),完成圓弧形工件的切割. 在切割過程中通過伺服編碼器獲取運(yùn)動位置坐標(biāo),見表 1 的實(shí)際運(yùn)動坐標(biāo),可見運(yùn)動精度較高,位置精度均在±0.02 mm 以內(nèi),與激光位移傳感器的測量精度一致.
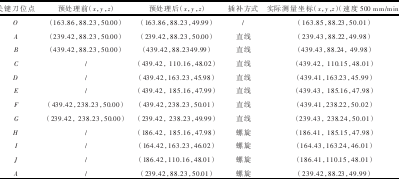
表 1 特征點(diǎn)坐標(biāo)與實(shí)際運(yùn)動結(jié)果
5 、結(jié)語
針對實(shí)際生產(chǎn)的需要,開發(fā)的開放式數(shù)控火焰切割系統(tǒng)實(shí)現(xiàn)了對于 Z 軸方向的高度補(bǔ)償功能,試運(yùn)行結(jié)果表明該系統(tǒng)具有良好的穩(wěn)定性和較高的運(yùn)動精度,其位置精度±0.02 mm,重復(fù)定位精度達(dá)到±0.05 mm. 該系統(tǒng)在工件表面存在翹曲、凹陷、凸瘤、深坑等特征的情況下,依然能夠進(jìn)行有效地切割,并保證良好的切割質(zhì)量,擴(kuò)大了火焰切割系統(tǒng)的應(yīng)用范圍,同時(shí)有效地彌補(bǔ)了現(xiàn)有數(shù)控火焰切割系統(tǒng)不能很好完成異形工件加工的不足.
投稿箱:
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
更多相關(guān)信息

業(yè)界視點(diǎn)
| 更多
查")
行業(yè)數(shù)據(jù)
| 更多
- 2025年6月 新能源汽車銷量情況
- 2025年6月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年6月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年6月 軸承出口情況
- 2025年6月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年6月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年5月 新能源汽車銷量情況
- 2025年5月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年5月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年5月 軸承出口情況
- 2025年5月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年5月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年4月 新能源汽車銷量情況
博文選萃
| 更多
- 機(jī)械加工過程圖示
- 判斷一臺加工中心精度的幾種辦法
- 中走絲線切割機(jī)床的發(fā)展趨勢
- 國產(chǎn)數(shù)控系統(tǒng)和數(shù)控機(jī)床何去何從?
- 中國的技術(shù)工人都去哪里了?
- 機(jī)械老板做了十多年,為何還是小作坊?
- 機(jī)械行業(yè)最新自殺性營銷,害人害己!不倒閉才
- 制造業(yè)大逃亡
- 智能時(shí)代,少談點(diǎn)智造,多談點(diǎn)制造
- 現(xiàn)實(shí)面前,國人沉默。制造業(yè)的騰飛,要從機(jī)床
- 一文搞懂?dāng)?shù)控車床加工刀具補(bǔ)償功能
- 車床鉆孔攻螺紋加工方法及工裝設(shè)計(jì)
- 傳統(tǒng)鉆削與螺旋銑孔加工工藝的區(qū)別