



國產精品數控軟件 CAXA 品類眾多,功能并不遜于其他同類國外軟件,然而在數控從業人員中并不是主流應用。很多從業人員言必稱“國外高端”,存在盲目崇洋媚外現象。這和 CAXA 開發時間短,軟件自身存在瑕疵有關,國外軟件先期進入并占領用戶有關,也和用戶對國產軟件了解、探討不深入有關。這里僅通過 CAXA 數控車軟件舉例探討個中原因。
綜觀各種國內外數控車軟件,CAXA 數控車功能完全勝任數控車床各種工件加工。其界面和 CAXA 電子圖版完全一致,繪圖適合國人操作習慣,符合國標規定,易于學習和上手。工藝設置為“看圖說話”式填表方式,簡潔明了。這些特點其實是 CAXA 數控車推廣應用并占領國內用戶最好基礎。
下面首先探討用戶對刀具路徑和工藝設置存在疑問的問題。最受用戶質疑的問題是所謂刀路過切。如圖 1 所示。此圖為精車刀具路徑。【對刀點方】式設置為【刀尖】,【刀尖圓弧半徑】設置為【R2】,【進、退刀方式】設置為【垂直】,其他工藝設置選項采用默認設置。
圖中箭頭所示位置被用戶質疑為過切部分。所示“過切”路徑實際是刀尖半徑造成的假想刀尖在軟件內部做刀路計算的“移動”軌跡,它是計算結果在屏幕的顯示,不是實際刀具路徑,因此實際刀尖點軌跡并不過切。
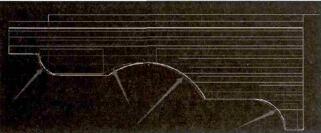
圖 1
圖 2 是利用軟件自身【靜態】刀具軌跡校驗功能驗證結果放大顯示的截圖。用戶可以利用【靜態】、單段運行功能準確的自行驗證。
這樣的理論分析和結論驗證并不是所有用戶可以做到,軟件的自帶說明也沒有詳細介紹,也無相關書籍或論著闡述。因此,導致一些自學從業者,CAXA 軟件初學者和車間操作者不敢相信國產軟件而轉投 mastercam 等所謂國外“高端”軟件。
其次軟件自身問題討論。作為國產精品 CAM 軟件,CAXA 也需經發展過程中的問題和成長。數控車 2008 以前的版本中不可以分別設定 X 向、Z 向精車余量;2013 以前版
本車刀參數設定【前角 F】、【后角 B】設定不符合國標。
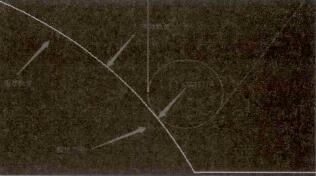
圖2
2015 版本做出更改,【副偏角 B】定義正確,但是【主偏角F】定義仍需改進,它現在角度是【主偏角 B】的數學補角。這些小瑕疵雖然不影響軟件自身使用,但仍會成為用戶詬病軟件不夠專業的借口。
2015 新版本進步也是可喜的,在新版本中異形螺紋加工成為亮點。該功能簡單易用,可以滿足齒形截面為鋸齒形螺、紋圓弧螺紋等螺紋的加工,用戶只需按照實際尺寸畫出齒形輪廓,在異形螺紋加工參數表中定義【刀具】、【螺紋起、終點坐標】、【螺距】、【X 向層高】、【Z 向進給】等工藝參數即可生成所需的異形螺紋加工刀具路徑并完成加工。軟件操作步驟如圖三所示。
1、點選異形螺紋加工圖標
2、定義螺紋起、終點
3、拾取齒形截面曲線(拾取起點、給定方向、拾取限制線終點)
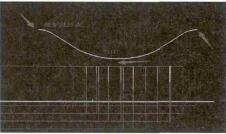
圖 3
綜上所述,可以看出 CAXA 數控車軟件作為國產精品CAM 軟件,簡單易用、功能強大并日臻完美。CAXA 有待軟件開發者進一步完善,更有待用戶深入使用。
說明 : 文中【】中為軟件參數設定選項
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

