


摘要: 發動機機體主軸承螺栓孔、曲柄平衡塊螺栓孔等重要螺紋孔的加工是該零件加工的關鍵工序。應用正交試驗方法,可以確定螺紋銑削加工中的關鍵參數,以實現提高加工質量與效率的目的。試驗以切削線速度、每齒進給量和背吃刀量為影響因素,每個因素選取 3 個設計水平,在三軸聯動的數控機床上進行加工試驗,并分析試驗結果。結果表明,在螺紋銑削加工中參數的影響大小依次是: 每齒進給量,切削線速度,背吃刀量。
關鍵詞: 螺紋加工; 正交試驗; 三軸聯動
0 引言
隨著時代的進步,數控技術在我國大中型機械加工業中的應用越來越廣泛。螺紋銑削加工主要是指用數控機床的螺旋插補功能( G02 /G03) 進行螺紋加工的工藝。與傳統的加工方法相比,螺紋銑削工藝具有效率高,精度高,同一把螺紋銑刀可以加工同一螺距的不同尺寸螺紋等優點,且加工時不受加工旋向的限制。另外,由于目前螺紋銑刀的制造材料為硬質合金,切削線速度可達 80 ~ 200m /min[1],使加工螺紋的表面粗糙度大幅下降。在本項目中,筆者將通過正交試驗確定螺紋銑削的最優加工參數。
正交試驗是多因素試驗中最簡單常用的一種試驗設計方法。人們通過合理安排試驗方案,科學處理數據,利用正交試驗中少數有代表性的試驗,找到最優方案。正交試驗主要包括試驗方案設計及試驗結果分析等內容。
1、 正交試驗方案
1. 1 試驗方案的確定
在螺紋銑削加工中,主要的加工參數包括切削線速度 vc、每齒進給量 fz、背吃刀量 ap、銑削長度和銑削方式( 順銑還是逆銑) 等。在本試驗中,選用對加工質量影響較大的切削線速度、每齒進給量和背吃刀量作為影響因素。
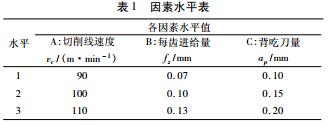
衡量螺紋加工質量的因素有很多,如螺紋牙粗糙度、中徑精度和螺距均勻度等,出于檢測手段方面的考量,本試驗以螺紋牙粗糙度作為衡量標準。由此根據正交試驗法安排試驗,共設試驗影響因素3 個,每個因素選取 3 個水平,因素水平表如表 1 所示。
因為單個因素的自由度為水平數 r - 1,所以本次試驗總自由度為 6,試驗總數應大于 6,且試驗次數應盡量 少[2],所以選取試驗次數為 9,則 正 交 表 為L9 ( 34
) [3]。
1. 2 加工試驗過程
本次試驗所用機床為友嘉三軸聯動數控機床 Vb-825A,加工對象為 M27 × 2 的內螺紋,加工材料為球墨鑄鐵。本次試驗選取山特維克的機夾式單刃螺紋銑刀作為加工刀具[4]。
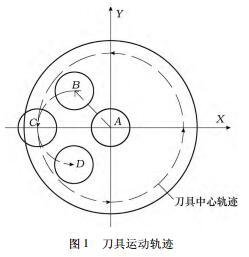
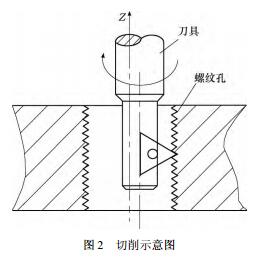
加工過程中為減小刀具與工件的沖擊,采用圓弧切入法,刀具運動軌跡如圖 1 所示,切削示意圖如圖 2所示。
螺紋銑刀從下刀起始位置 A 開始,直線運動到位置 B,為切進工件做準備。刀具中心從位置 B 沿圓弧BC 從位置 C 切進工件開始加工,加工結束后沿圓弧CD 退刀至位置 D。在切削過程中,螺紋銑刀沿螺旋曲線運動,繞螺紋軸線沿 X、Y 方向進行圓弧插補運動,同時在 Z 方向直線運動,每繞螺紋軸線運行一周沿 Z方向移動一個螺距。
加工結束后,用粗糙度儀測量粗糙度。
1. 3 加工程序的編制
由于本次試驗采用單刃刀片,所以加工程序采用了獨具特色的編程方法。其程序實質是將單個螺距
高度的加工程序作為子程序[5-6],然后通過控制調用子程序的次數,完成整個螺紋的加工,整個加工過程分為粗加工和精加工兩次加工完成。加工程序如下。
1. 3. 1 主程序
O1111; /程序名
G80G40G69; /固定循環、半徑補償和旋轉指令
G90G54G0X0Y0; /快速定位到原點
M03S1800; /主軸正轉
Z5. 0; /快速定位到安全距離
G01Z0; /工進到 z0
G42D01G01X - 6Y - 6; /建立刀補,準備切入
G02X - 13. 5Y0R10; /圓弧導入
M98P0111L20; /調用子程序加工開始
G90G02X - 6Y6R10; /圓弧導出
G40G01Z0; /回到 z0
G42G01Y - 6D02; /建立刀補
G02X - 13. 5Y0R10; /圓弧導入
M98P0111L14; /調用子程序二次加工
G90G02X - 6Y6R10; /圓弧導出
G01G50; /退出
M05; /主軸停轉
M30; /程序結束
1. 3. 2 子程序
O0111; /程序名
G91G02I13. 5Z - 2F150; /增量坐標編程,刀具每次下降一個螺距
M99; /返回主程序
主程序中主軸轉速 N = 1 000vc /( πd) ,式中 d 為
主軸直 徑。子 程 序 中 F = fzN,同時通過改變刀補
D01、D02 可以控制背吃刀量。
2 、結果分析
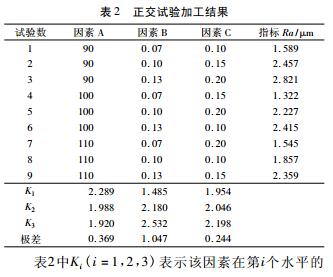
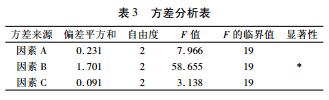
正交試驗的結果分析方法有直觀分析、因素指標和方差分析等[7-8]。直觀分析法是指比較各因素在不同水平下試驗結果的平均值,直接觀察得出同一因素在不同水平的好壞,從而確定最佳組合。然而,直觀分析法不能把試驗條件的改變和隨機誤差所引起的數據波動區別開來,并且沒有提供一個所考察因素是否顯著的標準,故本次試驗還將采用方差分析法對影響切削指標的控制因素進行研究,找到控制因素的最佳組合。
正交試驗加工結果如表 2 所示。
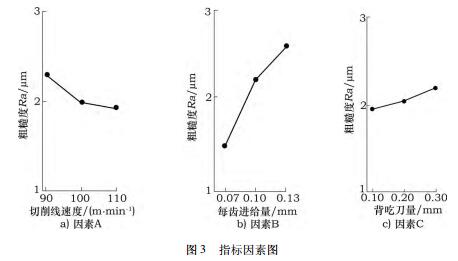
結語
螺紋銑削是一種基于三軸聯動機床的新型螺紋加工工藝,在實際生產中已經得到廣泛應用。本次實驗基于正交試驗標準設計,以螺紋銑削加工中的 3 個重要參數為控制因子,以螺紋牙粗糙度為指標參數,并詳細分析試驗結果,得到了試驗因素對粗糙度影響大小的預測模型: 每齒進給量 > 背吃刀量 > 切削線速度,并使得加工參數得以優化,得到了最佳參數組合,對實際的加工有一定的指導意義。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

