床")



基于 KUKA 弧焊機(jī)器人的盾構(gòu)機(jī)關(guān)鍵部件焊接工作站
2017-12-6 來源: 中國鐵建 北京石油化工 庫卡機(jī)器人 作者:孫章龍 黃繼強(qiáng) 楊列峰 薛龍 黃軍芬 等
摘要:針對盾構(gòu)機(jī)關(guān)鍵零部件的焊接特點(diǎn),基于 KUKA 弧焊機(jī)器人研制了自動化焊接工作站。利用焊接機(jī)器人接觸尋位、多層多道焊和電弧跟蹤等功能實(shí)現(xiàn)盾構(gòu)機(jī)聯(lián)體刀座工件的自動焊接。焊接實(shí)驗(yàn)結(jié)果表明,所研制的盾構(gòu)機(jī)關(guān)鍵零部件焊接工作站能夠滿足離散制造企業(yè)的零部件小批量自動化焊接生產(chǎn)。
關(guān)鍵詞:盾構(gòu)機(jī);弧焊機(jī)器人;電弧傳感跟蹤;接觸尋位;多層多道焊
0 前言
盾構(gòu)機(jī)刀盤是盾構(gòu)機(jī)的核心部件,因其工作環(huán)境惡劣,受力情況復(fù)雜,對其設(shè)計(jì)和制造加工過程有較高的要求[1]。刀箱、刀座是刀盤上安裝滾刀的關(guān)鍵部件,一般采用厚板拼接組焊而成,焊接工序是其加工的關(guān)鍵工序,焊接工作量大,但因?yàn)槎軜?gòu)機(jī)為非標(biāo)定制產(chǎn)品,難以形成流水式生產(chǎn)作業(yè)模式。國內(nèi)盾構(gòu)機(jī)制造廠家在處理此類產(chǎn)品時還是采用手工生產(chǎn)作業(yè),焊工勞動強(qiáng)度大,焊接質(zhì)量一致性差,同時伴隨著熟練焊工數(shù)量逐年減少,給盾構(gòu)機(jī)廠家提出了較大的挑戰(zhàn)。
本研究以 KUKA 弧焊機(jī)器人為基礎(chǔ),開發(fā)盾構(gòu)機(jī)刀箱、刀座焊接工作站,以期探索盾構(gòu)機(jī)等類似行業(yè)部件制造新模式,推進(jìn)離散制造企業(yè)自動化、智能化水平的提升。
1、 焊接工作站系統(tǒng)構(gòu)成
刀箱、刀座多為箱形部件,由厚板拼接而成,采用熔化極氣體保護(hù)焊方法,需要進(jìn)行多層多道焊接,同時為了減小變形,盡可能對稱焊接[2-3],工件在焊接加工過程中需要反復(fù)變換空間位置。
根據(jù)刀箱、刀座焊接加工特點(diǎn)和要求,焊接工作站采用六軸關(guān)節(jié)機(jī)器人配合移動導(dǎo)軌和旋轉(zhuǎn)變位機(jī)組合協(xié)同方案。機(jī)器人采用 KUKA 5 arc 型六軸弧焊機(jī)器人,其最大臂展 1.41 m①,不能直接用于較大部件的焊接,通過搭載移動導(dǎo)軌擴(kuò)大機(jī)器人焊接工作范圍,以適應(yīng)不同大小工件的自動化焊接;旋轉(zhuǎn)變位機(jī)夾持待焊工件,并可帶動工件 0~360°旋轉(zhuǎn),為機(jī)器人焊接創(chuàng)造合適的空間位置。六軸機(jī)器人、移動導(dǎo)軌和旋轉(zhuǎn)變位機(jī)的各驅(qū)動軸可以協(xié)同聯(lián)動,方便弧焊機(jī)器人統(tǒng)一編程、協(xié)同作業(yè)。
刀箱、刀座焊接工作站布置如圖 1 所示。
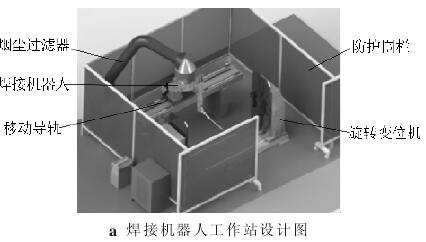
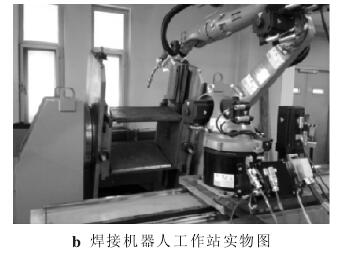
圖 1 焊接機(jī)器人工作站
2、 焊接關(guān)鍵技術(shù)
2.1 焊接工序
以聯(lián)體刀座焊接為例,因涉及厚板焊接,在考慮對稱施焊的同時,需要將厚板多層多道焊接技術(shù)、機(jī)器人離線編程技術(shù)等技術(shù)相結(jié)合完成工件施焊。如圖 2所示,借助離線編程技術(shù),焊接機(jī)器人先行完成 1~12 打底焊縫及 26/27/30/31/34/ 35/38/39/42/43/46/47 角焊縫第一道。完成后,利用旋轉(zhuǎn)變位機(jī)搭載工件旋轉(zhuǎn) 180°后,再借助離線編程技術(shù)和多層多道焊接技術(shù)按照順序完成 13~24 焊縫以及 25/28/29/32/33/37/40/41/44/45/48 角焊縫的焊接。
然后,變位機(jī)再反向旋轉(zhuǎn) 180°,工件位置恢復(fù)到初始位置,機(jī)器人再按順序焊完 1~12 焊縫及 26/27/30/31/34/35/38/39/42/43/46/47 角焊縫剩下的焊道,從而減小刀座焊接施工中產(chǎn)生的變形量和焊接應(yīng)力。
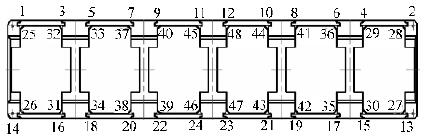
圖 2 聯(lián)體刀座的焊接順序
2.2 接觸尋位
盾構(gòu)機(jī)刀座等部件由多個零件拼裝而成,因拼裝誤差等原因,每個部件的焊道可能會存在差異,不能直接調(diào)用已編好的程序進(jìn)行焊接,在焊接前需要通過接觸尋位來獲得當(dāng)前焊縫的信息,以實(shí)現(xiàn)自動焊接。
焊接機(jī)器人的接觸尋位通過機(jī)器人在焊絲上疊加一個 24 V 信號,當(dāng)焊絲接觸到工件,則通過焊絲形成電流回路,通過傳感器發(fā)送回機(jī)器人,機(jī)器人記錄下焊絲與工件接觸時所處點(diǎn)的位置。
重復(fù)動作使機(jī)器人在一個平面上獲取三點(diǎn)(不在同一條直線上),就能獲得工件平面的坐標(biāo)位置,同樣利用接觸尋位的傳感方式,可獲得待焊坡口位置、方向和起始點(diǎn),方便機(jī)器人自動搜尋焊縫位置并進(jìn)行自動焊接。
2.3 多層多道焊
盾構(gòu)機(jī)的許多零部件均是由厚板拼接而成,由于材質(zhì)和焊接質(zhì)量等要求,不能采用效率較高的埋弧焊,通常采用熔化極氣體保護(hù)焊,在單個焊縫實(shí)施多層多道焊接。
手工進(jìn)行多層多道焊接時,需要基于焊工的經(jīng)驗(yàn)規(guī)劃焊道并保持合適的焊槍位姿。機(jī)器人進(jìn)行多層多道焊時,關(guān)鍵也是要保證合理的焊道規(guī)劃和合適的焊槍位姿。
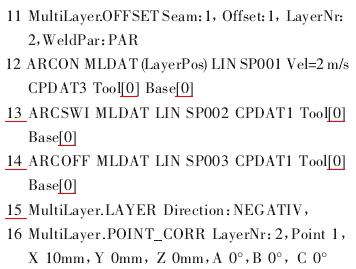
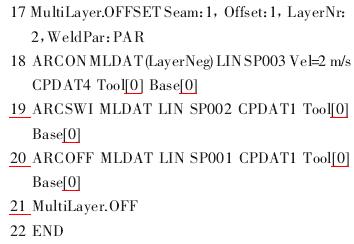
本研究基于KUKA弧焊機(jī)器人提供的多層多道焊軟件包 KUKA.Multi-Layer 工藝程序包,以根部焊道軌跡為基礎(chǔ),通過編程的偏移量計(jì)算出新的焊道軌跡,并根據(jù)坡口形式
優(yōu)化焊接機(jī)器人的位姿。
基于 KUKA.Multi Layer 工藝程序包編寫的一段自動完成兩道焊縫焊接的程序如下。
2.4 電弧傳感跟蹤
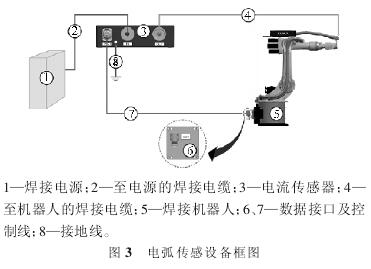
盾構(gòu)機(jī)零部件在加工、裝配過程中的尺寸誤差,位置偏差以及工件加熱變形等因素會造成接頭位置偏離示教路徑,有時需修正原有的軌跡。KUKA 提供的 Arc Sense 工藝程序包借助電弧傳感提供焊縫高低和左右信息,修正原來示教軌跡以適應(yīng)工件實(shí)際焊接需求。Arc Sense 通過焊接過程中電流變化獲得實(shí)際焊接過程中電弧的變化記錄,結(jié)合焊槍的擺動可以確定和糾正其與實(shí)際軌跡中心的偏差。電弧跟蹤框圖如圖 3 所示
3 、焊接實(shí)驗(yàn)
采用研制的焊接工作站進(jìn)行聯(lián)體刀座的實(shí)際焊接,采用交替焊接順序進(jìn)行對稱施焊,利用接觸尋位技術(shù)初始定位,將電弧跟蹤和多層多道自動焊技術(shù)相結(jié)合,完成一個五聯(lián)體刀座的焊接,焊接完成的工件如圖 4 所示。
實(shí)驗(yàn)證明,開發(fā)的焊接工作站系統(tǒng)能夠滿足相對復(fù)雜的工件多焊縫、多層多道對稱施焊。同時配合不同的安裝卡具,焊接工作站可以進(jìn)行其他種類工件的自動化焊接,從而適應(yīng)離散制造企業(yè)進(jìn)行零部件小批量自動化焊接生產(chǎn)的需求。

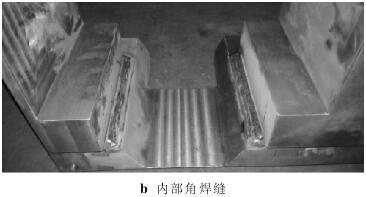
圖 4 拼焊完成的聯(lián)體刀座
4 、結(jié)論
(1)針對盾構(gòu)機(jī)關(guān)鍵零部件的焊接特點(diǎn),以KUKA弧焊機(jī)器人為核心,研制出盾構(gòu)機(jī)零部件自動化焊接工作站。
(2)利用焊接機(jī)器人接觸尋位、多層多道焊和電弧跟蹤等功能實(shí)現(xiàn)盾構(gòu)機(jī)聯(lián)體刀座工件的自動焊接,驗(yàn)證了所研制的盾構(gòu)機(jī)關(guān)鍵零部件焊接工作站能夠滿足離散制造企業(yè)的零部件小批量自動化焊接生產(chǎn)。
投稿箱:
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
更多相關(guān)信息

業(yè)界視點(diǎn)
| 更多
查")
行業(yè)數(shù)據(jù)
| 更多
- 2025年6月 新能源汽車銷量情況
- 2025年6月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年6月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年6月 軸承出口情況
- 2025年6月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年6月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年5月 新能源汽車銷量情況
- 2025年5月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年5月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年5月 軸承出口情況
- 2025年5月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年5月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年4月 新能源汽車銷量情況
博文選萃
| 更多
- 機(jī)械加工過程圖示
- 判斷一臺加工中心精度的幾種辦法
- 中走絲線切割機(jī)床的發(fā)展趨勢
- 國產(chǎn)數(shù)控系統(tǒng)和數(shù)控機(jī)床何去何從?
- 中國的技術(shù)工人都去哪里了?
- 機(jī)械老板做了十多年,為何還是小作坊?
- 機(jī)械行業(yè)最新自殺性營銷,害人害己!不倒閉才
- 制造業(yè)大逃亡
- 智能時代,少談點(diǎn)智造,多談點(diǎn)制造
- 現(xiàn)實(shí)面前,國人沉默。制造業(yè)的騰飛,要從機(jī)床
- 一文搞懂?dāng)?shù)控車床加工刀具補(bǔ)償功能
- 車床鉆孔攻螺紋加工方法及工裝設(shè)計(jì)
- 傳統(tǒng)鉆削與螺旋銑孔加工工藝的區(qū)別