


直線電機在高速防護罩試驗臺應用研究
2022-3-1 來源: 沈陽機床(集團)有限責任公司 作者:趙 鑫
數控機床高速切削技術的發展和生產制造應用中的實際需求,都對機床的性能提出了越來越高的要求。作為數控機床中的重要部件,防護罩的速度性能受到越來越多的重視。由沈陽機床鈑焊事業部新出品的鋼板式新型高速防護拉罩的速度可以達到 60m/min,加速度也提高到舊產品的數倍。
為了針對此款新型鋼板式高速防護拉罩進行長時間耐久性試驗,沈陽機床設計研究院新品實驗基地設計了高速防護罩測試試驗臺,對其進行測試。考慮到測試目的是為了檢驗防護罩的高速度和高加速度性能,在對比了傳統旋轉電機和直線電機的特點之后,選擇了使用直線電機作為測試防護罩的試驗電機。
一、直線電機的特點
直線電機可以作是將一臺旋轉電機徑向剖開,然后將電機的圓周展成直線。與傳統交流電動機相比,直線電機直接產生直線運動,而不是像傳統的旋轉電機,要用滾動絲杠進行傳動的形式,如圖 1 所示。
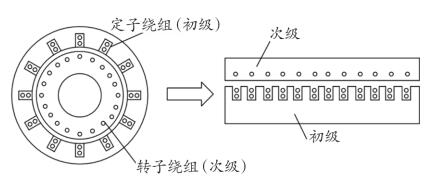
圖 1 由旋轉電機演變為直線電機的過程
直線電機的傳動力是在氣隙中產生的,線性模組除了直線電機導軌外,沒有其他任何的摩擦。其運行的行程在理論上是不受限制的,而且其性能不會因為行程大小改變而受到影響。
直線電機結構簡單,體積小巧,通過最少的零部件數量實現要完成的直線驅動,其運轉可以提供很寬的轉速運行范圍,特別是在高速狀態下運行是一個突出的優點。
直線電機可以提供很大的加速度,最大可達到 10g,同時可以做到運行平穩,這是因為除了起支撐作用的直線導軌和氣浮軸承外,伺服電動缸沒有其他機械連接或轉換裝置的緣故。
直線電機具有較高的精度和重復定位精度,因為其消除了影響精度的中間環節,系統的精度取決于位置檢測元件,有合適的反饋檢測裝置可達到微米級。
在維護保養方面,由于直線電機的部件少,運動時無機械接觸,大大降低了部件間的磨損,只需很少維護甚至可以無需維護,壽命較長。但是直線電機也有耗電量較大,發熱量較大而且不利于散熱的一些相對劣勢的地方,這些也需要引起設計工程師的注意。
二、基于西門子數控系統的直線電機應用研究
1.硬件設計
高速防護罩試驗臺配有西門子 1FN3 系列的直線電機,從直線電機端引出 3 條動力線、一條地線和兩對溫度信號線(一對 KTY84、一對PTC),編碼器采用海德漢 LC183 絕對式光柵尺。動力線直接與西門子 840Dsl 的驅動模塊連接。溫度信號線連接編碼器模塊 SME125 的X200 端口,編碼器信號線電纜連接至 SME125模塊的 X100 端口,最后 SME125 的 X500 接口通過 DRIVE.-CLiQ 線與驅動模塊的 X202 連接,如圖 2 所示。
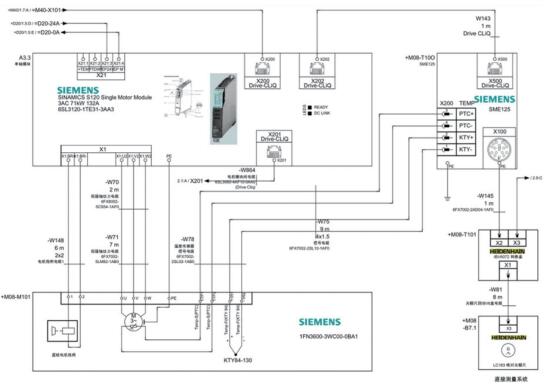
圖 2 直線電機硬件連接
2.直線電機首次通電和驅動的配置
直線電機第一次通電前,在給使能之前,務必限制 p640 為缺省值的十分之一或者更小 ; 電機正常運行后再恢復 p640。另外,降低電機溫度報警閾值 p604、p605,也對保護直線電機起正向的作用。
試驗臺采用的直線電機為西門子公司制造的1FN3600-3WC00 系列直線電機,該電機可以通過西門子系統自動讀入電機的相關參數。
3.關于編碼器極性的校正和配置
對于直線電機,需要校正編碼器極性。首先確認驅動的正方向,再校正編碼器計數正方向。直線電機初級移動時,初級朝與出線方向相反的方向為驅動正方向,如圖 3 所示。
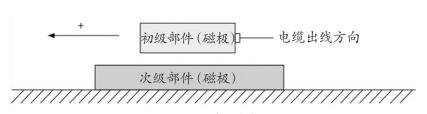
圖 3 驅動正方向
確定編碼器計數正方向,讀數頭遠離銘牌的方向為編碼器計數的正方向,如圖 4 所示。轉子的位置信息一般可以由電機編碼器提供,但由于直線電機本身沒有編碼器,需要通過外置的編碼器獲取位置,本試驗臺中使用海德漢光柵尺絕對式編碼器 LC183。
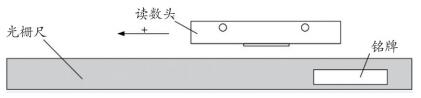
圖 4 編碼器計數器的正方向
按驅動正方向推動初級部件,若測量系統計數值增加,則不需要反極性,如果計數值減少, 則需要設置驅動參數 p410[0] Encoderinvertion actual value =H3。
實際采用的海德漢直線光柵尺 LC183c,柵距 0.02mm。系統配置后會自動讀入默認值,僅需檢查驅動參數 p404、p407。
4.直線電機的溫度評估
正確連接被系統識別后,系統會自動讀入默認值,僅需檢查,見表 1。
表 1 驅動參數
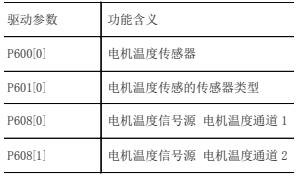
當溫度顯示值不等于 -200℃時,該溫度顯示有效(已經連接了一個 KTY84/PT1000 溫度傳感器); 當溫度顯示值等于 -200℃時,該溫度顯示無效(溫度傳感器故障,或已連接了一個PTC 傳感器)。
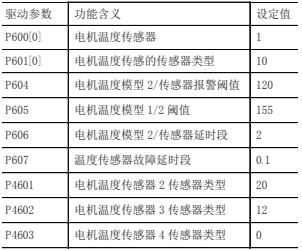
試驗臺實際采用的是 SME125 編碼器模塊,連接一組 KTY84 溫度傳感器。應正確設置下列溫度傳感器參數。本實例中相關參數和設定值見表 2。
表 2 驅動參數
5.直線電機轉子位置的識別
由于直線電機工作原理,決定了驅動必須知道電機轉子的位置,測量出電機轉子和編碼器之間的相位角,再通以合適相位的電流才能保證電機的最佳特性。如果這個角度未測量或者角度設定不準確,就會導致電機運行時電流過大。
驅動識別轉子位置(或稱同步)包含兩個過程 : 粗同步和精同步。粗同步保證電機可以運動 ;精同步保證電機運行狀態可以達到最佳。識別方法 1: 基于電流飽和的識別方法,見表 3。
表 3 驅動參數
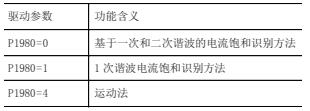
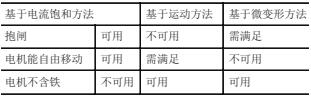
表 4 識別方式的應用場景
識別方法 2: 基 于 運 動 的 識 別 方 法。P1980=10。基于運動的方式意味著測試時,必須存在運動,所以不適用于垂直軸的識別。識別方法 3: 基于微變形的識別方法(很少使用)。P1980=20。用于無鐵芯的直線電機。使用微變形方法必須滿足前提條件 : 必須有抱閘。
表4 給出了不同轉子識別方式的應用場景。
對于本試驗臺實際采用的 1FN3 系列直線電機,在識別方法的選擇上,只能采用 P1980=1(飽和法一次諧波識別方式)或者 10(運動法識別方式)。
表 5 飽和法驅動參數說明
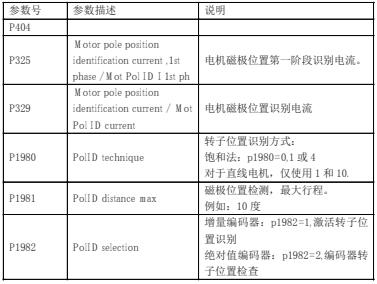
表5 指出了磁極位置檢測識別方法的相關參數說明。
基于電流飽和轉子位置識別調試的流程 ( 僅針對本試驗臺使用的絕對值式光柵尺 )。
(1)粗同步
編碼器通過磁極位置識別
p404 設置,實例中的 p404 是系統自動識別上來。設置 p1982,對于本例中的絕對值編碼器 p1982=2。
(2)基于電流飽和法
P1980 PolID technique=1,1 代表選擇飽和法一次諧波識別方式。
P329[0] Mot PolID current=額定電流的 10%-30%。
(3)基于運動法
P1980 PolID technique=10,10 代表選擇運動法識別方式。P329[0] Mot PolID current=額定電流的 10%-30%。
(4)精同步
P1990 Enc_adj de tang=1啟動轉子位置識別。
給伺服軸使能,驅動使能后,電機會發出 “嗡嗡” 聲。
報警號207965<location>Drive: Save required,此時換向角自動寫入 p431( 換向角偏移 )。然后保存驅動數據。
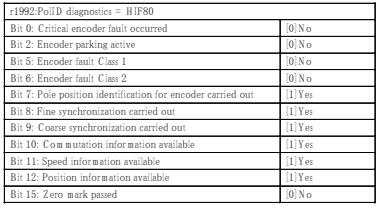
檢查 r1992=H1F80 bit7=1bit8=1 bit9=1 bit10=1,見表 6。
表 6 r1992 參數表
(5)檢查換向角
設置 p1983 PolID test = 1 啟動磁極位置檢測測試。
檢查 r1984 PolID ang diff<10 數值應該小于 10。
完成上述調試過程后,保存驅動參數,之后每次驅動上電,系統會直接使用 P431 內的換向角偏移角度。
6.直線電機驅動優化
為了讓設備的電氣性能和機械性能更加匹配,進而獲得最佳的動態性能和控制效果,需要對驅動參數進行優化。
驅動系統進行優化主要是三環控制的優化,也就是電流環、速度環、位置環。電流環是控制的根本,完全在控制器內部進行,以電流信號作為反饋,一般是霍爾傳感器完成 ; 速度環一般通過電機編碼器進行負反饋的 PID 調節,使電機速度與設定速度保持一致 ; 位置環是最外側的一環,也是最終要控制的一環,使用位置傳感器進行反饋。三環控制過程如圖 5 所示。
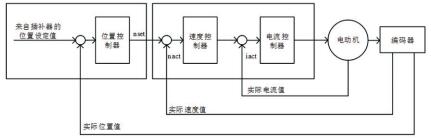
圖 5 伺服驅動的三環控制
直線電機調試運行正常后,就應該進行驅動參數優化的過程。利用西門子數控系統提供的自動伺服優化(AST),可以制定自定義優化策略和方案。由于本實例中使用的是西門子系列電機,電流環出廠已設置好,因此主要對速度環、位置環進行優化,優化的思路和原則是調增益和時間數。優化后,觀察速度環和位置環的幅頻測試曲線,并查看電機實際運行時的各參數,都在正常值,即可完成優化。本實例中速度環的增益 P1460 優化后的數值比較大 , 值為 101795.516,位置環增益 32200 為3.99999992。
7.直線電機運行檢測
直線電機完成配置之后,高速防護罩試驗臺進行耐久性試驗。在西門子系統界面上,跟蹤直線電機的運行電流、輸出力矩、跟隨誤差和輪廓誤差。上述數據在實際運行中都沒有較大的波動和偏離,表明數控系統對直線電機的控制是合適的。
三、總結
本文結合沈陽機床設計研究院新品實驗基地的高速防護罩試驗臺,分析了直線電機的結構特點以及對比伺服電機的優點,詳細說明了西門子數控系統與直線電機的接線方式以及直線電機轉子位置識別的方法,最終通過檢測直線電機在試驗臺上的實際應用運行狀態證明了電機可以穩定可靠的運行。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

