


精密研拋數(shù)控機床幾何誤差與熱誤差復合建模及其補償研究
2016-11-10 來源:長春工業(yè)大學 作者:張恩忠,李剛,林潔瓊,冉同歡
摘要:為了提高精密研拋數(shù)控機床的加工精度,對研拋數(shù)控機床的幾何誤差與熱誤差進行了研究與分析,發(fā)現(xiàn)隨著機床相關部件溫度的不斷升高直至熱穩(wěn)態(tài),機床的定位誤差也不斷增加到穩(wěn)態(tài)值,驗證了幾何誤差和熱誤差是精密及超精密加工誤差的主要來源。綜合考慮了機床復合誤差的不同特點并進行誤差分離,提出了基于牛頓插值算法和最小二乘法的幾何與熱復合誤差建模方法,依據(jù)復合誤差模型進行補償實驗, 補償后機床冷態(tài)下定位誤差值從3. 5μm 降至1. 2μm, 誤差降低了65. 7%,熱穩(wěn)態(tài)后定位誤差值從12. 2μm 降至1. 9μm,誤差降低了84. 4%,實驗結果證明復合誤差模型計算簡單、預測精度高、具有較好的魯棒性,為提高機床的加工精度提供了理論與實踐依據(jù)。
關鍵詞:研拋數(shù)控機床;插值算法;復合誤差模型;誤差補償
0.引言
由機床本身制造、裝配精度引起的幾何誤差和由機床在加工過程中熱變形引起的熱誤差是影響數(shù)控加工精度的關鍵因素。在精密、超精密加工中,數(shù)控機床的幾何誤差和熱誤差約占總誤差的70% [1-2] ,其中熱誤差是影響機床加工精度的主要因素。數(shù)控機床熱誤差形成的原因多種多樣,其中包括機床所處的加工環(huán)境、機床上各種熱源影響、人為造成的因素等,國內外學者對數(shù)控誤差建模和補償方法進行了廣泛研究,文獻[3]趙幗娟等建立了四軸拋光平臺的綜合誤差模型并分析其誤差的主要來源、文獻[4]韓飛飛等對數(shù)控機床的幾何精度進行了綜合分析,并驗證了定位誤差是影響機床幾何誤差最主要的因素、文獻[5]重點研究了機床表面的輪廓誤差與幾何誤差之間的耦合關系并進一步分析與研究了機床導軌的精度,雖然上述都考慮了幾何誤差的影響,但都忽略了熱引起的誤差因素。相關學者對熱誤差建模方法做了大量的研究,其中包括基于支持最小二乘向量機[6] 、模糊神經網絡[7] 、灰色理論[8] 、回歸分析[9] 等,雖然這些誤差建模方法的預測精度較高,但在實踐操作過程中還存在建模方法較復雜且時間較長,模型魯棒性較低等一些缺點。
本文在一臺自主搭建的精密研拋數(shù)控機床上進行試驗與研究,綜合考慮了不同溫度狀態(tài)下機床定位誤差的變化規(guī)律與相互關系,根據(jù)幾何誤差與熱誤差的不同特點進行誤差分離,基于牛頓插值算法和最小二乘法對機床分別建模,再綜合可得到幾何與熱的復合誤差數(shù)學模型,通過補償實驗驗證了該模型計算簡便,擬合精度高,易于程序設計,為提高機床的加工精度提供了理論依據(jù)。
1.研拋機床復合元素建模原理與測量
1. 1 復合誤差建模原理
復合誤差是指與機床溫度和位置坐標都相關的誤差元素。復合誤差建模過程比較復雜,先要進行幾何誤差與熱誤差的分離(如圖1 所示),然后再對幾何誤差和熱誤差分別建模。采用位置K 的多項式擬合得到機床冷態(tài)下的幾何誤差模型,機床不同時間的熱誤差元素與機床溫度相關,對不同時間的各熱誤差曲線進行一次擬合得到相應斜率,依據(jù)各時間段的溫度、斜率值構造熱誤差模型,最后將以上兩種誤差模型合成為一個復合誤差模型。
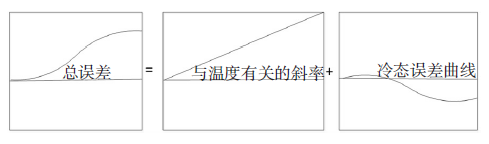
圖1 復合誤差分離圖
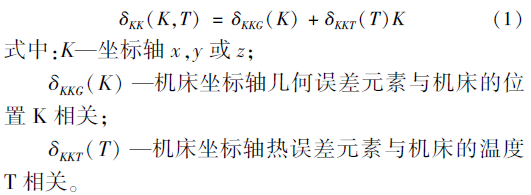
與機床溫度和位置坐標都有關的復合誤差元素可表達為:
1. 2 復合誤差元素測量
為了測量機床y 軸不同時刻的定位誤差和溫度變化值,如圖2 所示,選用鉑電阻式Pt100 溫度傳感器和16 通道的XSR90 彩色無紙記入儀進行溫度測量,根據(jù)相關性分析[11] ,溫度傳感器T1、T2、T3、T4 分別放在機床的y 軸平臺上,T1、T2 用來測量y 軸動導軌和直線電機動子的溫度,T3、T4 用來測量y 軸定導軌和直線電機定子的溫度,首先記入機床冷態(tài)時y 軸各測量部件的溫度值,然后每隔20、40、6090、120、及150min 記入其溫度變化值。
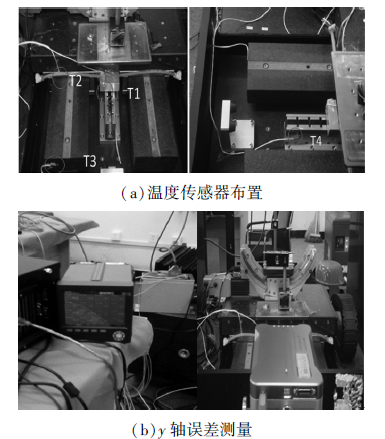
圖2 溫度與誤差測量現(xiàn)場
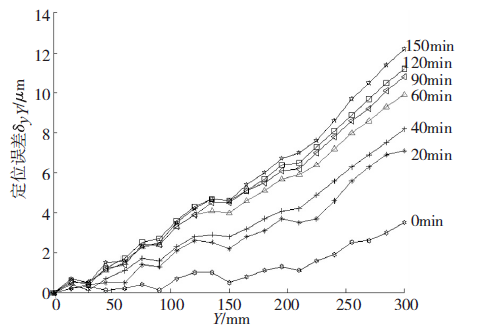
圖3 不同時段的定位誤差
圖3 為機床不同時刻的七條定位誤差曲線,從圖3 中可以看出,機床y 軸的定位誤差隨著機床溫度上升而增大,圖中七條定位誤差曲線形狀的變化規(guī)律基本一致,只是各條曲線的斜率隨機床y 軸溫度的升高而不斷變大,即機床在不同溫度下的定位誤差可以看成是機床冷態(tài)下定位誤差繞機床坐標原點旋轉一定角度而來,這一規(guī)律為式(1)復合誤差建模提供了理論依據(jù)。
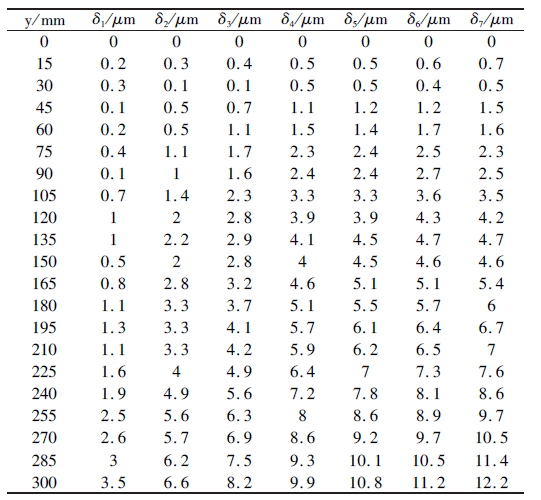
表1 所列δ1 、δ2 、δ3 、δ4 、δ5 、δ6 、δ7 為機床從冷態(tài)時至達到熱穩(wěn)態(tài)時7 個階段的定位誤差值,由表1 和圖3中看出前3 個時間段機床誤差上升較快,常溫下機床的最大定位誤差值與達到熱平衡狀態(tài)的最大定位誤差值相差大約為9μm,這說明研拋數(shù)控機床定位誤差受熱影響較大。
表1 定位誤差測量值
2.研拋機床復合元素建模
2. 1 幾何誤差建模
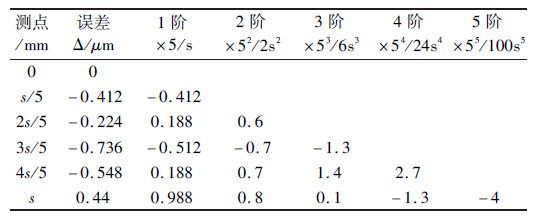
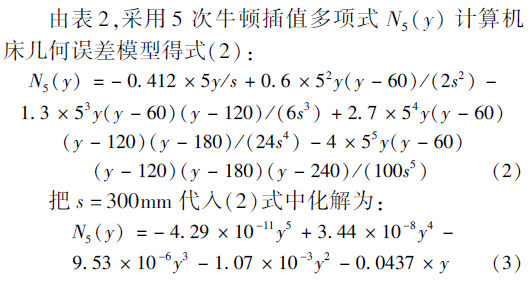
由復合誤差建模原理分析可知,熱引起的誤差與誤差曲線的斜率和機床坐標位置有關,所以幾何誤差和熱誤差建模的時候首先將機床冷態(tài)時的誤差曲線旋轉為水平位置(如圖4 所示),然后對旋轉后的誤差進行幾何建模,本文對旋轉后的誤差采用牛頓插值法進行幾何誤差建模,運用激光干涉儀測量研拋機床定位誤差,y 軸行程為s = 300mm,測量間隔為15mm,每次測得21 個測量點,應用牛頓插值法,每隔4 個測量點選取定位誤差,選取冷態(tài)下(0min)6 個(機床原點誤差為0)誤差值Δ(旋轉后)與坐標位置構造5 階均差,均差表如表2 所示。
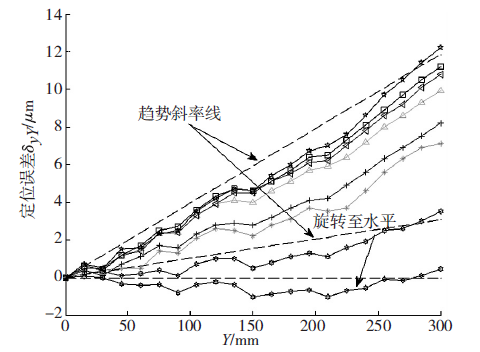
圖4 Y 軸誤差旋轉
表2 均差表
2. 2 熱誤差建模
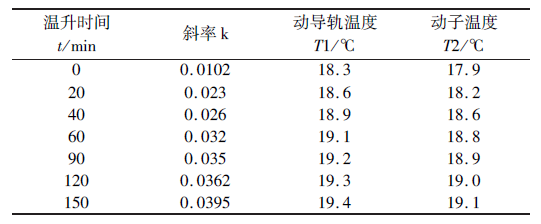
對圖4 所示的7 條誤差曲線進行一次擬合,可以得到不同溫度下的趨勢線斜率。根據(jù)相關性分析,機床y 軸電機動子和動導軌溫度對y 軸誤差影響比較大,所以選取這兩個測溫點進行y 軸熱誤差建模。機床不同時間下的溫度測量值與各條誤差曲線的趨勢線斜率值的對應關系如表3 所示。
表3 溫度與斜率統(tǒng)計表
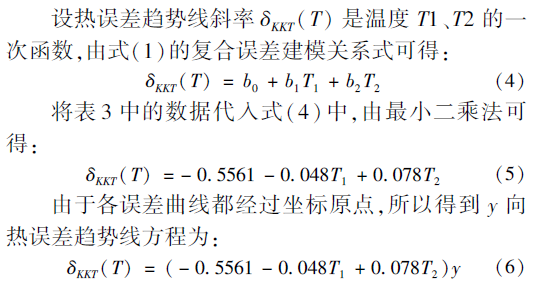
將旋轉后的幾何誤差模型式(3)以及熱誤差趨勢線模型式(6)代入到式(1)可得y 向幾何誤差與熱誤差的復合模型為:
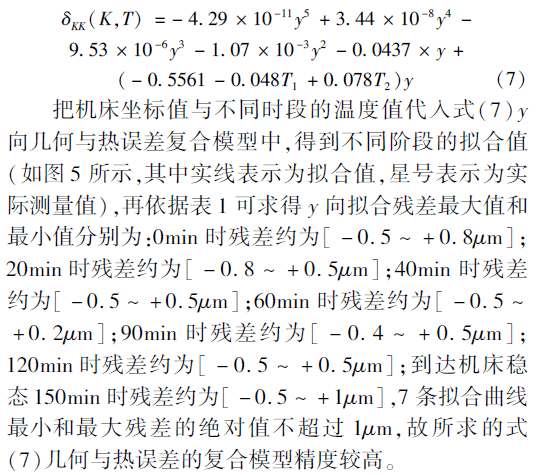
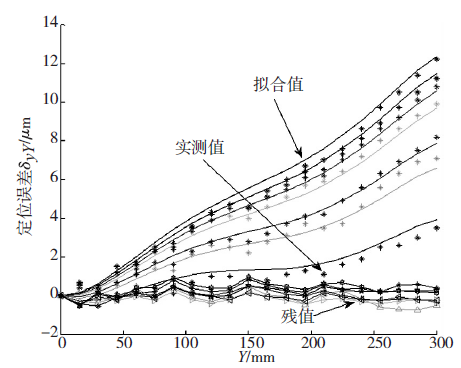
圖5 Y 軸誤差擬合
3.誤差補償實驗
提高機床精度的方法有兩種[10] ,分別為誤差補償法和誤差防止法,誤差防止法是試圖通過提高機床本身的設計、制造和裝配等精度來盡可能的減少誤差來源,誤差補償法是人為地造出一種新的補償去抵消機床原始的誤差,誤差補償法相比誤差防止法費用低、效率高,是提高數(shù)控機床加工精度的主要手段。
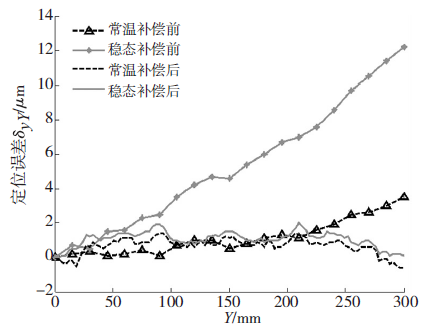
圖6 Y 軸誤差補償效果
本次試驗采用誤差補償法, 借助精密研拋數(shù)控機床誤差補償控制器模塊, 依據(jù)式(7) 幾何誤差與熱誤差復合模型計算得到的機床冷態(tài)和穩(wěn)態(tài)時的補償量輸入到機床誤差補償表中進行補償實驗,補償結果如圖6 所示,冷態(tài)時最大定位誤差從3. 5μm 降低到1. 2μm,誤差降低了65.7%,穩(wěn)態(tài)時最大定位誤差從12. 2μm 降到1. 9μm, 誤差降低了84.4%,補償效果十分顯著。
4.結論
(1)本文依據(jù)精密研拋數(shù)控機床y 軸溫升與其定位誤差變化關系的基礎上,提出了基于牛頓插值法與最小二乘法的幾何與熱復合誤差建模方法,該誤差模型計算量小,效率高,可以獲得較高的預測精度。
(2)根據(jù)幾何誤差與熱誤差的復合模型對機床進行誤差補償實驗,實驗表明該模型可以在不同溫度和工況條件下進行誤差補償,補償效果顯著,有效提高了機床的加工精度。
投稿箱:
如果您有機床行業(yè)、企業(yè)相關新聞稿件發(fā)表,或進行資訊合作,歡迎聯(lián)系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業(yè)、企業(yè)相關新聞稿件發(fā)表,或進行資訊合作,歡迎聯(lián)系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業(yè)界視點
| 更多

行業(yè)數(shù)據(jù)
| 更多
- 2025年6月 新能源汽車銷量情況
- 2025年6月 新能源汽車產量數(shù)據(jù)
- 2025年6月 基本型乘用車(轎車)產量數(shù)據(jù)
- 2025年6月 軸承出口情況
- 2025年6月 分地區(qū)金屬切削機床產量數(shù)據(jù)
- 2025年6月 金屬切削機床產量數(shù)據(jù)
- 2025年5月 新能源汽車銷量情況
- 2025年5月 新能源汽車產量數(shù)據(jù)
- 2025年5月 基本型乘用車(轎車)產量數(shù)據(jù)
- 2025年5月 軸承出口情況
- 2025年5月 分地區(qū)金屬切削機床產量數(shù)據(jù)
- 2025年5月 金屬切削機床產量數(shù)據(jù)
- 2025年4月 新能源汽車銷量情況