


試論數(shù)控機床加工的對刀技巧
2016-9-8 來源:阜新高等專科學(xué)校 作者:范興文
摘要:在數(shù)控機床加工的實際操作中,工作人員對加工精準(zhǔn)度方面有著極其嚴(yán)格且謹(jǐn)慎的要求。為了進(jìn)一步提高數(shù)控機床操作加工的質(zhì)量,工作人員除了熟練地掌握對刀的技巧,對刀過程中進(jìn)行有效操作,這樣制作出的產(chǎn)品才能真正符合設(shè)計圖紙的要求。因此,在數(shù)控機床加工中熟練掌握技巧對進(jìn)行有效操作是十分重要的。文章對數(shù)控機床加工的對刀技巧進(jìn)行研究和分析,希望借此提高數(shù)控機床加工的水平。
關(guān)鍵詞:數(shù)控機床;加工;對刀技巧
對刀技巧作為工作人員在數(shù)控機床加工過程中必須要掌握的一門重要技能,在對刀的精準(zhǔn)度方面要求極高,這不僅影響著產(chǎn)品的工作效率,而且嚴(yán)重影響著產(chǎn)品的質(zhì)量和品質(zhì)。盡管我國的數(shù)控機床加工的自動化水平有所提高,對刀工藝的技巧仍是工作人員不可以忽視的重要技能和加工過程中必不可少的環(huán)節(jié),因為對刀質(zhì)量的準(zhǔn)確度直接影響加工質(zhì)量和效率。
1、數(shù)控機床加工中對刀技巧的重要性
數(shù)控加工是通過計算機軟件進(jìn)行制作工藝的特定程序的編制,對加工部件的過程進(jìn)行自動化操作的一種自動化技術(shù)。這種加工方式是以技術(shù)為支撐點,在固定加工材料之后對加工部件進(jìn)行精準(zhǔn)定位,然后工作人員根據(jù)計算機軟件的設(shè)置進(jìn)行對刀,這樣的自動化加工過程不僅精確而快速,出錯率也很低。只有充分保證精確對刀,零部件加工的工序才能有序不亂,從而高效生產(chǎn)出高質(zhì)量的部件。一旦對刀操作有所偏差,之后的工序也會被打亂,進(jìn)入影響加工進(jìn)程,制作出的部件不符合圖紙要求,所有的部件自然也無法投入使用。因此,加工部件能否正常投入使用,對刀操作的準(zhǔn)確性是重要的決定因
素,必須重視起來。
2、數(shù)控機床加工對刀技巧的具體操作分析
在數(shù)控機床加工過程中熟練地掌握對刀的技巧,可以加強對刀的精確度,從而制造出高質(zhì)量的部件。這不是一蹴而成的事情,而是在不斷地實踐與嚴(yán)重過程中反復(fù)思考、摸索的結(jié)果,進(jìn)而總結(jié)出符合實際的操作方法。數(shù)控機床加工的對刀技巧主要分為兩方面,一方面是測量刀具偏置的具體數(shù)據(jù),記錄數(shù)據(jù)庫存檔;另一方面則是確定起刀點。加工之前,要首先要將刀具放回參考點進(jìn)行對比衡量,例如,一般的數(shù)控車床刀架可以安裝四把車刀,安裝之后要測量刀具偏置的具體數(shù)據(jù),即刀具偏置補償,或者刀具安裝位置有所變動的話,要再次進(jìn)行刀偏設(shè)置,以保證測量數(shù)據(jù)的準(zhǔn)確性;加工一個或者批量進(jìn)行加工時,還要確定對刀點。
2.1 測量刀具偏置的具體數(shù)據(jù),記錄數(shù)據(jù)庫存檔
為了準(zhǔn)確地測量刀具偏置的具體數(shù)據(jù),對刀方式主要有三種方式,即直接觀察法、基準(zhǔn)刀精確定位法和準(zhǔn)確定位法,分別適用于不同情況下的數(shù)據(jù)測量。在產(chǎn)品的精確度要求不是特別高的情況,可以任意選用一種方法,如果對精確度要求極其嚴(yán)格,則要慎重選擇測量方法。
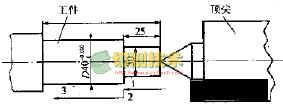
圖1 直接觀察法
(1)直接觀察法。直接觀察法是計算機系統(tǒng)借助手動的方式來進(jìn)行操作的。具體的操作過程是:根據(jù)系統(tǒng)設(shè)置的對刀位置,借助手動將基準(zhǔn)到準(zhǔn)確定位到基準(zhǔn)點上,如圖1 所示。之后,將系統(tǒng)中設(shè)置好的橫縱坐標(biāo)清零,使用電動方式將基準(zhǔn)刀從基準(zhǔn)點中退出。最后,選擇合適的部件將刀具進(jìn)行加工,再次手動推進(jìn)刀具到基準(zhǔn)點的位置。這時,計算機上就會自動顯示出測量好的刀具位置與基準(zhǔn)點的偏離數(shù)據(jù),之后將其顯示的數(shù)據(jù)輸入記錄到刀具偏置數(shù)據(jù)的相關(guān)參數(shù)中即可,這樣可以保證刀具在準(zhǔn)確的基準(zhǔn)點上,進(jìn)行有序的數(shù)控機床加工。
(2)基準(zhǔn)刀精確定位法。在進(jìn)行刀具偏置數(shù)據(jù)測量時使用基準(zhǔn)刀精確定位法的具體操作過程是:第一,與直接觀察法相同,選中基準(zhǔn)刀,讓其沿著X軸的方向退出,這時記錄下計算機上顯示的有關(guān)Z 軸的坐標(biāo)數(shù)據(jù);第二,以相同的方式將車刀外圈那一端沿Y 軸退出,并記錄下計算機上顯示的坐標(biāo)數(shù)據(jù)。第三,將基準(zhǔn)刀定位在Y軸和Z 軸坐標(biāo)的交界處,并清除掉系統(tǒng)中原先的XY 坐標(biāo)的
數(shù)據(jù)。這樣的過程便可以將基準(zhǔn)刀設(shè)置在符合設(shè)計的基準(zhǔn)點上。
(3)準(zhǔn)確定位法。準(zhǔn)確定位的方式比較復(fù)雜,也是最為精確的測量方法。具體步驟是:在電動操作下,運用系統(tǒng)使用基準(zhǔn)刀進(jìn)行處理,切削工件的外徑,之后使用點動法讓基準(zhǔn)刀沿Z 軸退出,同時,測量記錄下北車表面的外徑距離(記為D1)和計算機上顯示的X 軸坐標(biāo)(記為X1)。再次使用基準(zhǔn)刀將工件端面進(jìn)行切削,讓基準(zhǔn)刀沿X 軸退出,并記錄下北車表面的外徑距離(記為L1)和Z 軸坐標(biāo)(記為Z1)。換用加工刀,按照以上的步驟進(jìn)行操作,記錄下計算機上顯示的此刀與基準(zhǔn)刀的差值,記為△X、△Z,最后進(jìn)行計算。計算公式主要分為兩種,一種為直徑編程,計算公式為△X=X-X1-(D-D1),△Z=Z-Z1-(L-L1),一種為半徑編程,計算公式為△X=X-X1-(D-D1)/2,△Z=Z-Z1-(L-L1)/2。
2.2 確定起刀點
在確定起刀點時,也有三種確定方法。第一種是將基準(zhǔn)點設(shè)置在端面的圓心處,將所需刀具的刀尖對上基準(zhǔn)點,選擇準(zhǔn)確的起刀點進(jìn)行數(shù)控加工。第二種是將基準(zhǔn)點設(shè)置在端面的四分點處,使用基準(zhǔn)刀同時對端面和車外圓進(jìn)行一刀退出操作,再將所需刀具放置在端面四分點處來確定起刀點。第三種是將基準(zhǔn)點設(shè)置在四分點處,進(jìn)行精確對刀,每次退出基準(zhǔn)刀時記錄下所顯示數(shù)據(jù),直至找到準(zhǔn)確的坐標(biāo)點。
3、結(jié)語
通過對數(shù)控機床加工的對刀技巧進(jìn)行研究和分析,進(jìn)一步證明了對刀操作的精確性在數(shù)控機床加工過程中的重要性,通過掌握對刀技巧來加強對刀操作的精確性也有利于提高數(shù)控機床加工的效率和質(zhì)量。
投稿箱:
如果您有機床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
更多相關(guān)信息

業(yè)界視點
| 更多
查")
行業(yè)數(shù)據(jù)
| 更多
- 2025年6月 新能源汽車銷量情況
- 2025年6月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年6月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年6月 軸承出口情況
- 2025年6月 分地區(qū)金屬切削機床產(chǎn)量數(shù)據(jù)
- 2025年6月 金屬切削機床產(chǎn)量數(shù)據(jù)
- 2025年5月 新能源汽車銷量情況
- 2025年5月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年5月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年5月 軸承出口情況
- 2025年5月 分地區(qū)金屬切削機床產(chǎn)量數(shù)據(jù)
- 2025年5月 金屬切削機床產(chǎn)量數(shù)據(jù)
- 2025年4月 新能源汽車銷量情況