



雷尼紹隨形冷卻解決方案提升注塑成型效率
2017-12-19 來(lái)源: 雷尼紹 作者:-
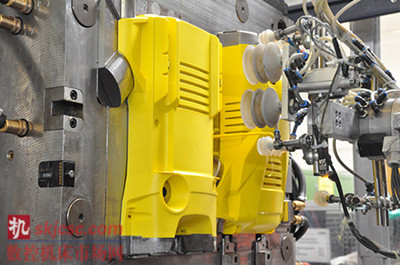
德國(guó)Alfred Kärcher公司(凱馳)通過(guò)在其注塑成型模具中使用具有隨形冷卻功能的模芯,將每個(gè)塑料外殼制品的冷卻時(shí)間縮短了55%,極大地提高了公司的注塑成型生產(chǎn)效率。這種特殊模芯由雷尼紹設(shè)計(jì),并采用金屬增材制造技術(shù)生產(chǎn)。
背景
德國(guó)Alfred Kärcher公司(凱馳)生產(chǎn)的高壓清洗機(jī)不僅已成為眾多德國(guó)家庭必備的清潔設(shè)備,而且在國(guó)際市場(chǎng)上也備受用戶青睞 — 這些清洗機(jī)的顯著特征是其鮮艷醒目的黃色外殼。由于Kärcher高壓清洗機(jī)的強(qiáng)大功能和良好口碑,無(wú)論是室內(nèi)還是室外,越來(lái)越多的人在家庭的日常清潔中使用了Kärcher的產(chǎn)品。

K_rcher高壓清洗機(jī)
為滿足全球市場(chǎng)日益增長(zhǎng)的需求,Kärcher每年都要生產(chǎn)數(shù)以百萬(wàn)臺(tái)緊湊型清洗機(jī)。每年單是Obersontheim一家工廠的K2標(biāo)準(zhǔn)型高壓清洗機(jī)的出貨量就超過(guò)兩百萬(wàn)臺(tái)。然而,即使已實(shí)現(xiàn)如此高的產(chǎn)量,Kärcher仍無(wú)法滿足全部市場(chǎng)需求。
挑戰(zhàn)
Kärcher清洗機(jī)最具辨識(shí)度的特征之一便是它的鮮黃色外殼,但外殼制造同時(shí)也是生產(chǎn)過(guò)程中的主要瓶頸之一。例如,K2系列清洗機(jī)的外殼由六臺(tái)注塑成型機(jī)生產(chǎn),每臺(tái)機(jī)器每天可制造1,496個(gè)外殼,但這一數(shù)量對(duì)于Kärcher來(lái)說(shuō)遠(yuǎn)遠(yuǎn)不夠,因?yàn)镵ärcher擁有四條裝配生產(chǎn)線,工人分三班倒不間斷生產(chǎn),所以每日的K2高壓清洗機(jī)組裝量可達(dá)12,000臺(tái)。
顯然,一種選擇是添置更多的注塑成型機(jī)。然而,在協(xié)調(diào)員Leopold Hoffer看來(lái) — 他是Kärcher的Obersontheim工廠內(nèi)注塑成型工序的負(fù)責(zé)人 — 則可以通過(guò)挖掘現(xiàn)有設(shè)備潛力來(lái)提高生產(chǎn)效率。“我們的目標(biāo)是將成型周期從原來(lái)的52秒縮短為40到42秒之間,”他解釋說(shuō)。為此他聯(lián)系了總部位于Pliezhausen的LBC Engineering公司(該公司已于2013年5月被雷尼紹收購(gòu)),尋求縮短模具冷卻時(shí)間的方法。
解決方案
“項(xiàng)目的第一階段是獲取現(xiàn)有模具的數(shù)據(jù),以此確定Kärcher提出的目標(biāo)是否可行,”Kärcher的雷尼紹項(xiàng)目協(xié)調(diào)人Carlo Hüsken回憶說(shuō)。雷尼紹利用Kärcher提供的數(shù)據(jù)繪制出現(xiàn)有注塑成型工序的熱成像圖,然后采用Cadmould® 3D-F模擬軟件進(jìn)行分析。結(jié)果表明,塑材的熔化溫度為220°C,脫模溫度為100°C,而在52秒的整個(gè)成型周期內(nèi),冷卻時(shí)間就占到了22秒。模具溫度用冷卻水進(jìn)行控制,水流速度為10升/分鐘、溫度為35°C。接下來(lái),雷尼紹對(duì)熱成像過(guò)程中檢測(cè)到的熱點(diǎn)進(jìn)行重點(diǎn)建模,因?yàn)檫@些區(qū)域直接導(dǎo)致成型周期的延長(zhǎng),需要對(duì)其進(jìn)行進(jìn)一步分析。利用這些數(shù)據(jù),雷尼紹完成了一次含有20個(gè)成型周期的數(shù)據(jù)模擬,其中包括對(duì)模具壁溫度的分析。
制造中的K_rcher K2高壓清洗機(jī)1(圖片來(lái)源:Gogoll)

制造中的K_rcher K2高壓清洗機(jī)2(圖片來(lái)源:Gogoll)

使用中的K_rcher高壓清洗機(jī)
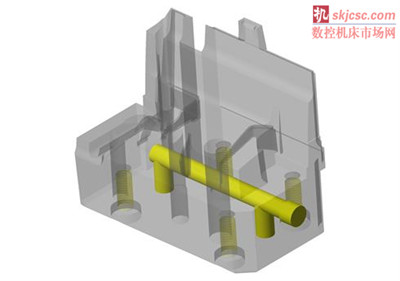
根據(jù)Hüsken先生的建議,在進(jìn)行第二次模擬時(shí),雷尼紹改進(jìn)了噴嘴側(cè)的溫度控制方式,即通過(guò)在噴嘴側(cè)的模具板內(nèi)加入兩條傳統(tǒng)的冷卻水道,加大對(duì)模具板上的鈹銅圓形螺紋接頭的冷卻效果。
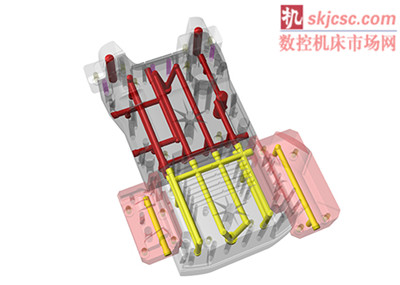
K2黃色后殼生產(chǎn)模具的原始設(shè)計(jì)
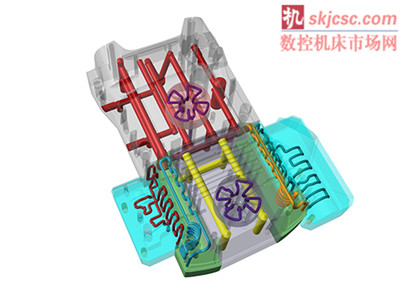
K2黃色后殼生產(chǎn)模具的全新設(shè)計(jì),具有隨形冷卻功能
隨后,雷尼紹又進(jìn)行了兩次模擬,以此評(píng)估當(dāng)應(yīng)用隨形冷卻時(shí)可能獲得的潛在改進(jìn)。傳統(tǒng)的模具冷卻方式是在模具中鉆孔,以形成網(wǎng)狀冷卻液通道。由鉆孔方式形成的通道其幾何形狀會(huì)受到限制,對(duì)于比較簡(jiǎn)單的模具,這種冷卻方式可以達(dá)到預(yù)期效果,但對(duì)于更為復(fù)雜的模具,冷卻效果就會(huì)大打折扣。采用隨形冷卻方式的模芯,則使用了金屬增材制造方法,即這類模芯是利用增材方式逐層加工出來(lái)的。增材制造方式十分靈活,這意味著模具中冷卻液通道的復(fù)雜性幾乎不受限制。一般情況下,模具內(nèi)的隨形冷卻通道可保持與模具壁的距離均等,因此冷卻效果更加均勻;或者在模具內(nèi)熱點(diǎn)集中的區(qū)域,可加大隨形冷卻通道的密集度,以此為這些區(qū)域提供更快速的冷卻。
模擬過(guò)程顯示,采用隨形冷卻后,實(shí)際上幾乎所有熱點(diǎn)區(qū)域的冷卻效率均可得到有效提升,模具壁的溫度降低多達(dá)70°C。
最后,在模具中一個(gè)沒(méi)有足夠空間來(lái)設(shè)置隨形冷卻通道的區(qū)域,Kärcher巧妙地改進(jìn)了產(chǎn)品設(shè)計(jì),以此緩解成型冷卻問(wèn)題。
根據(jù)模擬結(jié)果,雷尼紹為Kärcher提出了一個(gè)全面的改進(jìn)方案,指出隨形冷卻可用于改進(jìn)模具中熱點(diǎn)區(qū)域的溫度控制,從而使各個(gè)部分的冷卻速率更加均勻,并減少整體冷卻時(shí)間。修改后的模具設(shè)計(jì)加入了兩個(gè)增材制造的模芯,可向確定的熱點(diǎn)區(qū)域提供隨形冷卻功能。
傳統(tǒng)的鈹銅模芯

金屬3D打印鋼制模芯
結(jié)果
雷尼紹使用熱成像技術(shù)檢查了修改后的模具設(shè)計(jì)的效果,確認(rèn)模具壁的溫度可降低40°C至70°C,冷卻時(shí)間可從22秒縮短至10秒,減少了55%。Kärcher注塑技術(shù)團(tuán)隊(duì)的負(fù)責(zé)人Volker Neu也通過(guò)實(shí)際生產(chǎn)證明,新的模具設(shè)計(jì)加上對(duì)一些外圍工藝的重新調(diào)整(充料系統(tǒng)、處理系統(tǒng)等),可將成型周期從52秒縮短至37秒。現(xiàn)在,每臺(tái)注塑成型機(jī)的外殼日產(chǎn)量可從1,496個(gè)增加至2,101個(gè)。
隨后,Kärcher對(duì)其他模具的設(shè)計(jì)也進(jìn)行了改進(jìn)。雷尼紹使用增材制造技術(shù)生產(chǎn)了這些具有隨形冷卻功能的模芯,Hüsken先生在制造過(guò)程中為雷尼紹提供了積極的支持。
Hoffer先生最初曾對(duì)該項(xiàng)目持懷疑態(tài)度,現(xiàn)在他說(shuō)道:“結(jié)果比預(yù)想的要好,雷尼紹銷售給我們一套完整的改進(jìn)方案,他們對(duì)我們使用的模具進(jìn)行了全面考察與分析,幫助我們實(shí)現(xiàn)最佳生產(chǎn)效率。”
雷尼紹始終在綜合運(yùn)用各種技術(shù)手段的基礎(chǔ)上為客戶提供專屬解決方案。“就我們的案例而言,它既涉及傳統(tǒng)冷卻技術(shù),又涉及隨形冷卻技術(shù),既包含傳統(tǒng)方式加工的冷卻液通道,又包含采用增材制造方式加工的模芯,同時(shí)還涉及模芯的真空釬焊技術(shù),”他補(bǔ)充道,“利用所有這些技術(shù),我們才能制定出最合適的生產(chǎn)方案。”
通過(guò)這個(gè)項(xiàng)目,Hoffer先生收獲了重要的知識(shí)和經(jīng)驗(yàn)。“將來(lái),我們?cè)谠O(shè)計(jì)階段就會(huì)更加重視成型冷卻效率,”他說(shuō),“在Kärcher,冷卻效率計(jì)算將成為模具設(shè)計(jì)中的關(guān)鍵一環(huán)。利用這些信息,我們可以決定是使用傳統(tǒng)冷卻方案還是隨形冷卻方案。”
“雷尼紹為我們提供了完美的支持。在這次的項(xiàng)目中,雷尼紹是我們正確的選擇;將來(lái),當(dāng)我們需要設(shè)計(jì)閉合輪廓溫度控制方案時(shí),相信它也會(huì)成為我們最合適的合作伙伴,”Hoffer先生總結(jié)道。
詳情請(qǐng)?jiān)L問(wèn)www.renishaw.com.cn/additive
投稿箱:
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
更多相關(guān)信息

業(yè)界視點(diǎn)
| 更多
查")
行業(yè)數(shù)據(jù)
| 更多
- 2025年7月 新能源汽車銷量情況
- 2025年7月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年7月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年7月 軸承出口情況
- 2025年7月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年7月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年6月 新能源汽車銷量情況
- 2025年6月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年6月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年6月 軸承出口情況
- 2025年6月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年6月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年5月 新能源汽車銷量情況
博文選萃
| 更多
- 機(jī)械加工過(guò)程圖示
- 判斷一臺(tái)加工中心精度的幾種辦法
- 中走絲線切割機(jī)床的發(fā)展趨勢(shì)
- 國(guó)產(chǎn)數(shù)控系統(tǒng)和數(shù)控機(jī)床何去何從?
- 中國(guó)的技術(shù)工人都去哪里了?
- 機(jī)械老板做了十多年,為何還是小作坊?
- 機(jī)械行業(yè)最新自殺性營(yíng)銷,害人害己!不倒閉才
- 制造業(yè)大逃亡
- 智能時(shí)代,少談點(diǎn)智造,多談點(diǎn)制造
- 現(xiàn)實(shí)面前,國(guó)人沉默。制造業(yè)的騰飛,要從機(jī)床
- 一文搞懂?dāng)?shù)控車床加工刀具補(bǔ)償功能
- 車床鉆孔攻螺紋加工方法及工裝設(shè)計(jì)
- 傳統(tǒng)鉆削與螺旋銑孔加工工藝的區(qū)別