



搖籃式五坐標加工中心五軸精度穩定性差原因分析
2020-11-18 來源: 昌河飛機工業(集團)有限責任公司 作者:林超青
【摘要】:1 臺搖籃式五坐標加工中心 G996最近兩年頻繁發生五軸精度超差,A、C 軸伺服模塊燒壞,零件加工超差報廢的現象,對該機床的零件加工帶來很大的潛在質量風險,本文介紹了研究和分析該機床存在問題的原因和解決方案的過程。
1、G996機床五軸精度及其他存在的問題
G996 機床是一種搖籃式結構五軸機床,在最近兩年的使用過程中經常發生五軸精度超差、零件報廢及 A、C 軸伺服單元燒毀現象,最近兩年已經燒壞伺服單元 4 個,導致 10 多萬元的直接損失。RTCP 精度超差比較嚴重,經常≥ 0.14mm,正常精度應該≤ 0.03mm,而且精度調整頻繁,有時 1 周就要調整 1 次。對該機床的零件加工帶來很大的潛在質量風險,因此,急需分析和研究機床存在問題的原因和解決方案。
2、G996五坐標加工中心五軸精度不穩定原因分析
機床的五軸精度不穩定,變化較大,造成的可能原因較多,比如機床部件磨損,有間隙 ; 檢測元件有問題 ; 機床部件發熱,造成熱穩定性差 ;機床的加工方式不符合機床的結構要求等。下面就具體分析造成精度不穩定、伺服單元經常燒壞的可能原因。
(1)機床部件磨損,有間隙。G996 五坐標加工中心是 X、Y、Z 外加 A、C 軸的搖籃結構,X 、Y 和 Z 是線性導軌,絲杠傳動,對 X、Y 和Z 進行激光定位檢測發現,3 個直線軸的定位精度很好,都≤ 0.01mm,反向間隙≤ 0.005mm,因此直線軸的部件磨損很小,部件磨損、定位精度不好,絲杠有反向間隙等導致機床五軸精度不穩定的可能性可以排除。A、C 軸是力矩電動機,這種結構與直線電動機類似,部件幾乎沒有磨損,因此 A、C 軸部件磨損的可能性也可以排除。
(2)檢測元件有問題。機床的檢測元件光柵尺和編碼器出現問題,如安裝距離不合適,信號處于臨界狀態等也會導致機床精度不穩定。通過檢測和分析機床的運行日志,沒有發現機床有位置檢測元件報警信息,因此,由于機床的檢測元件導致五軸精度不穩定的可能性可以排除。
(3)機床部件發熱,造成熱穩定性差。如果機床的部件由于各種原因發熱,會導致部件膨脹變形,精度嚴重喪失。G996 五坐標加工中心的直線軸采用直線導軌、絲杠傳動,軸承座采用水冷,消除絲杠滾動帶來的熱量,而且直線導軌、絲杠傳動本身發熱量較小,而且有水冷,所以直線軸熱穩定性導致五軸精度不穩定的可能性可以排除。
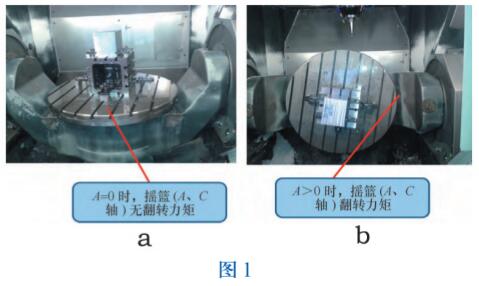
G996 的 A、C 軸采用力矩電動機,而力矩電動機發熱量很大,如果冷卻不好,部件溫度不能穩定,就會導致較大的機械變形或熱膨脹,精度無法保持。通過觀察和測試,發現機床在加工過程中,如果 A 軸的角度較大,而且持續的時間較長,這時 A 軸電動機溫度會迅速升高,并且不能穩定,A、C 軸工作時間超過 1h,電動機溫度可以達到80℃,而且不能穩定,會一直上升。由于 A、C軸的搖籃結構,如果加工過程中 A 軸角度較大,加工時 A、C 軸不鎖緊,A、C 軸的質量會形成一個較大的翻轉力矩(見圖 1),導致 A 軸一直處于工作狀態。檢查 A 軸電動機電流,發現電動機一直保持在 15A,電流百分比達 30%。
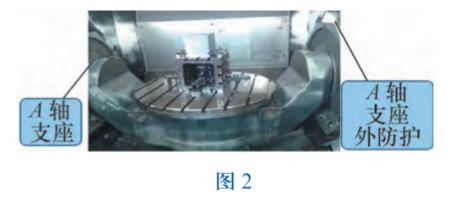
從以上可以看出,A 軸電動機發熱嚴重,如果沒有良好的冷卻,會導致機械變形或熱膨脹,通過檢測 A 軸支座的外防護,發現外防護溫度很高,燙手,達 47℃(見圖 2),因此機床的五軸精度不穩定可以認為是 A 軸電動機發熱、冷卻效果不良所致。
通過進一步試驗,如果主軸不轉,把 X、Y和 Z 軸的坐標軸冷卻關閉,單獨給 A、C 軸冷卻(該機床的冷卻是 X、Y、Z、A、C 和主軸共用一個冷卻箱),這時 A、C 軸的電動機溫度穩定在65℃左右。溫度穩定以后,對機床的五軸精度進行多次檢測,發現精度能夠保持不變。
(4)機床的加工方式不符合機床的結構要求。由于機床是搖籃結構,如果 A 軸在加工時有較大角度,并且持續時間較長,又不對 A 軸鎖緊,由于翻轉力矩作用,導致精度保持性較差,A 軸電動機電流大、溫度高且持續工作,因此伺服單元的穩定性也下降,可致使功率模塊損壞。
3、機床精度穩定性差處理措施
從上面機床精度穩定性差的原理分析可以看出,雖然力矩電動機磨損小、速度快,但力矩電動機發熱量大,如果冷卻系統工作不良或有問題,致使冷卻量不夠,就會造成機床的五軸精度穩定性差,伺服單元經常損壞,甚至電動機燒壞。該機床是 2007 年安裝,機床剛安裝時,冷卻效果良好,機床精度保持穩定,精度問題隨著時間的拉長逐漸出現。通過對冷卻系統的分析和觀察發現,冷卻空調由于廠房通風等原因,冷卻器嚴重積油,冷卻箱內部被油垢覆蓋,導致冷卻效果變差,雖然多次清理,但冷卻系統依然無法滿足機床的冷卻要求。
由于原有的冷卻系統無法滿足要求,因此需要對冷卻系統進行技術改造,增加一套水冷空調系統,控制線路與原有的線路進行相應的并聯、串聯。冷卻系統改造完成后通電測試,A 軸電動機在 A 軸 90°位置,A 軸不鎖緊的情況下,持續3h,A 軸電動機溫度保持在 55℃以下,C 軸電動機溫度 50℃,A 軸支座保持冰涼不發熱,溫度≤ 23℃。如果 A 軸角度較小,則電動機溫度保持在 20℃,C 軸電動機溫度 32℃。對機床進行多次精度測試,機床精度保持穩定,主軸錐孔和刀柄微熱,保持正常狀態,因此可以確認改造效果良好,達到預期目的。
4、結語
對 G996 五坐標加工中心五軸精度不穩定情況進行以上原因分析、研究和處理后,問題徹底解決,同時對加工方式提出規范和要求,在 A 軸有較大角度且持續時間較長時,要求對 A 軸鎖緊加工,減小 A 軸電動機電流,避免發熱和損壞伺服功率單元。再進行持續的觀察和測試,發現改造效果良好,達到預期目的。對于使用力矩電動機或搖籃結構的設備,其冷卻系統一定要工作狀態良好,冷卻量足夠,否則易對機床的穩定運行及設備精度造成嚴重影響。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

