



任務順序刀庫更新策略對加工中心換刀頻率的仿真優(yōu)化
2019-10-17 來源:廣東省計算機集成制造系統(tǒng)重點實驗室 作者:李澤龍,焦勇清,魯一凡
摘要:針對含有單個自動加工中心的自動生產線,利用Plant Simulation仿真平臺建立仿真模型,根據不同的情形設計和實施一系列試驗,通過調整相關參數和使用不同刀庫更新策略,統(tǒng)計換刀相關系統(tǒng)性能指標,最后提出一種在隨機條件下的多任務多工序加工的刀庫更新策略。
關鍵詞:加工中心;仿真建模;刀庫更新;隨機任務
0 引 言
隨著工業(yè) 4.0、智能制造在國內的興起和推廣,越來越多的企業(yè)在向無人化車間、無人化生產線轉變。對于待成形產品的減量式加工,一般會采用加工中心。但現在客戶定制化越來越普遍,訂單的個性化、任務達到時間的隨機性、個性化質量要求的多樣性等,對加工中心的制造系統(tǒng)提出了更高的要求,比如加工中心刀庫設計要求、系統(tǒng)刀具多樣性要求、系統(tǒng)刀具調度策略合理性要求以及刀具使用壽命控制等。在車銑復合加工中心的自動生產線中,刀庫更新無法避免,特別是對于加工零件類型多樣性、加工工序多樣性、刀庫刀位有限性以及任務到達順序不確定的情況下,刀庫刀具更換會更加頻繁。
目前國內外對可以處理多類產品、多道工序的車銑復合加工中心刀庫更新的策略研究不多,對于刀具使用壽命研究也過于理論化,難以適應具體的工程應用。曹樂等分析刀具預防性更換與故障性更換之間的差異,對故障性刀具更換時間的不確定性進行描述,建立刀具更換的時間成本模型,最后以單位產品平均成本最小化為目標,建立一種刀具更換周期決策模型;DENG Y H和JEANG A等人基于刀具更換成本和加工過程中刀具更換決策,通過研究分析提出一種最優(yōu)刀具更換決策方法[2,3];王新剛等以刀具失效率為判據,建立了如何確定被更換刀具的工序及換刀時間的方法;張敏等提出了刀具磨損的過程能力指數計算方法,將過程能力與成本相結合,提出了用于確定最佳刀具初始狀態(tài)和維修周期的模型。一些學者從刀具可靠性分析研究刀具更換決策問題,如LIU P H等針對柔性制造系統(tǒng)建立了刀具更換周期的優(yōu)化決策模型。
以上參考文獻主要是對單一刀具使用壽命的研究,刀具達到使用壽命或刀具故障導致的換刀。現以典型的單加工中心制造單元為研究對象,運用Plant Simulation 仿真軟件對單加工中心制造單元進行仿真建模,在多任務、多工序且任務隨機到達的情況下,采用不同的刀庫更新策略研究系統(tǒng)換刀頻率,從而提出啟發(fā)式改進方法。1 問題描述在包含車銑復合加工中心的自動化生產單元中,生產過程中由于加工中心刀庫的刀位有限,刀具更換無法避免。刀具更換時加工中心必須暫停工作,且刀具更換時間不可忽略,所以刀具更換對加工中心的生產效率有一定影響,必須在生產過程中合理安排刀庫刀具,使加工過程中刀庫的更新次數減少,且每次刀具更新時刀具更換數量少,使完成給定加工任務時刀庫刀具變更所耗費時間最少。由于實際應用過于復雜,現將問題抽象描述,預設一些條件或參數以便于研究。在建立仿真模型之前先假設:
①任務總量和任務類型已知、每個任務零件數量和加工工序已知、所用刀具種類和數量已知;
②同系統(tǒng)各種刀具使用壽命因加工任務不同而不同,存在公用與專用刀具;
③所有刀具更換時間。單加工中心自動生產線如圖1所示。
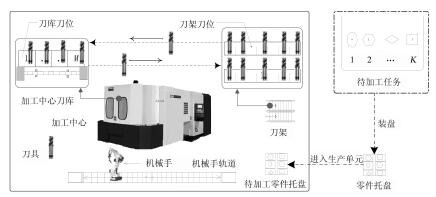
圖1 單加工中心自動生產線
2 、仿真模型設計與實現
2.1 仿真流程分析
(1)系統(tǒng)刀具初始化:根據系統(tǒng)刀具及各自數量生成相應刀具。
(2)任務到達與裝盤:任務到達之后,申請對應的托盤裝載零件,等待加工。
(3)加工中心刀庫更新:由預設定的刀具調度策略,根據不同的任務對刀庫進行更新。
(4)系統(tǒng)刀具更新:將達到使用壽命的刀具送至裝載中心進行刀具更換。
2.2 換刀流程分析及刀具調度策略
系統(tǒng)刀具可分為 2 類:專用刀具和公用刀具。專用刀具指定的某一種零件的某一道工序的加工,該刀具的特點是刀具使用壽命容易控制;公用刀具至少能夠加工某一種零件或某一道工序,該刀具的使用壽命不容易控制,因為加工不同零件工序時的損耗不一樣。
刀具調度策略首先獲取要加工的任務類型,其次根據系統(tǒng)信息獲取要加工的任務所用的刀具,當前一類任務加工完成以及對刀庫刀具使用壽命進行更新完畢之后,開始對刀庫進行更新,對刀庫更新有兩部分:
①將達到使用壽命的刀具移至刀具裝載站進行刀具更換,在系統(tǒng)中補一把全新的刀具,并將其放在刀架對應的位置;
②根據要加工的任務配置刀庫刀具,這時需要掃描刀庫刀具信息,把要用到的刀具留下,如果存在沒有的刀具,從刀架找到要用的刀具并通過機械手移至加工中心刀庫,若
刀庫沒有空刀位,從刀庫移除一把不用的刀具至系統(tǒng)刀架,直至加工任務所用的刀具全部備齊至刀庫。刀具調度策略如圖2所示。
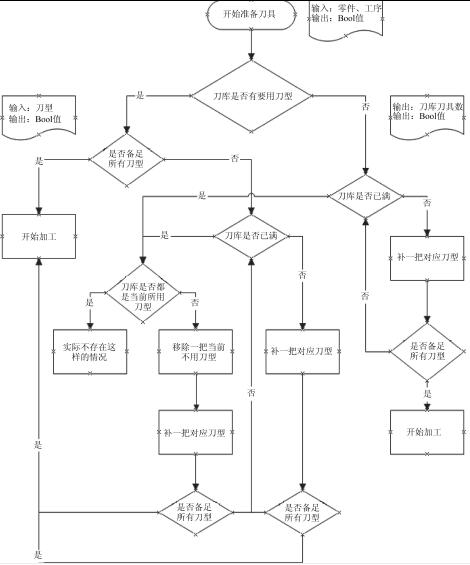
圖2 刀具調度策略
2.3 仿真模型實現
由于研究內容只涉及刀具更換,不模擬機械手取放刀動作,在建模時除去機械手,模型中只是用相關對象及其組合模擬刀具更換對系統(tǒng)進行補刀,
仿真模型主要包括以下7個模塊。
(1)系統(tǒng)參數信息模塊:包括刀具基礎數據表,如刀具類型、綜合使用壽命等信息;系統(tǒng)刀具對應的刀架位置信息;公用刀具與專用刀具信息;加工任務種類及其數量信息等;不同任務的刀具配置信息等。
(2)訂單、刀具、零件生成模塊:訂單生成按照任務表順序到達,該到達是按任務比例隨機到達;刀具生成按照系統(tǒng)刀具配置信息順序生成至系統(tǒng)刀架;零件生成包括兩部分:
①零件按訂單到達順序生成;
②生成零件對應的零件托盤,并且將零件裝載至對應的零件托盤,裝載數量由系統(tǒng)參數確定。
(3)加工中心及刀架模塊:該模塊包含1臺加工中心、1 個刀架和 2 個緩存臺(上料托盤零件緩存臺和下料零件緩存臺),負責零件的加工,加工時間由不同零件、不同工序預設的加工時間確定。
(4)刀具調度方法模塊:該模塊主要負責加工過程中刀具的調度問題,包括換任務后刀庫的更新、加工同種任務時達到使用壽命的刀具的更換和系統(tǒng)中達到使用壽命的刀具更新等。
(5)加工中心刀庫及刀架控制模塊:該模塊負責零件托盤上、下緩存臺,根據不同零件及其工序設置其技工時間和零件上、下機床控制等。
(6)刀具更換模塊:主要模擬裝載站的刀具更換,包括舊刀具的回收、新刀的生成和刀具信息傳遞,如刀具、刀架位置和綜合使用壽命等信息。
(7)刀具統(tǒng)計模塊:該模塊負責加工過程中刀具使用情況的統(tǒng)計,包括不同刀具的使用數量、刀具的更換總次數和不同刀具的更換次數及其更換頻率。單加工中心仿真模型如圖3所示。
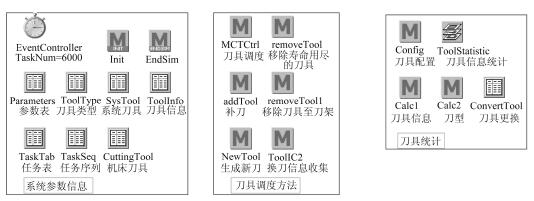
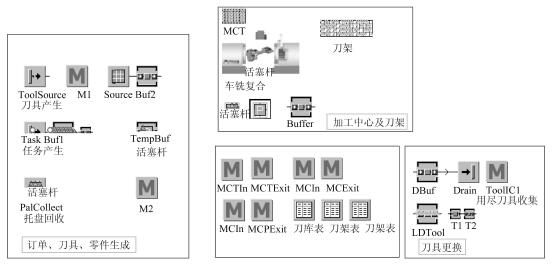
圖3 單加工中心仿真模型
3 、仿真試驗與結果分析
應用Plant Simulation 離散系統(tǒng)仿真軟件對上述單加工中心的自動生產線進行仿真,分析在不同刀庫更新策略及任務隨機到達的情況下,通過對刀具使用信息的統(tǒng)計,找出影響換刀頻率的原因,并提出降低換刀頻率的方法。
3.1 仿真系統(tǒng)基本參數
仿真中零件的加工是按工序加工時間進行,但對刀具使用壽命的損耗折算是按已加工零件數目進行統(tǒng)計,零件及其工序加工時間如表1所示,仿真試驗設計如表2所示
表1 零件及其工序加工時間
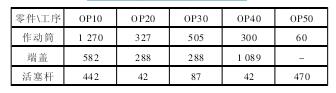
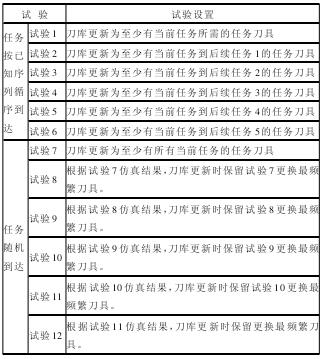
表2 仿真試驗設計
仿真試驗結果及其分析對換刀的統(tǒng)計是由于新的任務到來,這時加工中心刀庫中的刀具沒有對應的刀具導致換刀,并不是因為達到使用壽命導致的換刀,因達到使用壽命導致的換刀不予記錄和統(tǒng)計。任務順序給定時,不同更換策略下更換頻率的最高10類刀具如表3所示。
表3 任務順序給定時更換頻率最高的10類刀
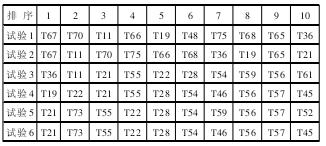
從表3可以看出,在給定加工任務順序時,不同刀庫更新策略下的不同試驗中,有的刀具更換頻率在不同策略中都比較高,如 T67、T70、T11、T21 和T22 等刀具,所以在進行刀庫更新時,這些刀具盡量保留在刀庫中,可以減少總的刀具更換次數。對于給定任務順序下的不同刀庫更新策略,不同刀具的更換頻率如圖4所示。
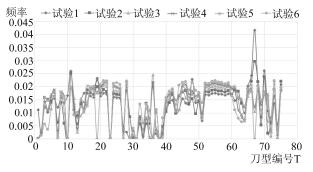
圖4 任務順序給定時的刀具更換頻率
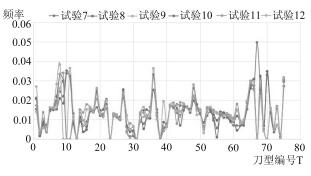
圖5 任務順序隨機時的刀具更換頻率
從圖 4 可以看出,刀具編號在 30~40 的大部分刀具更換頻率比較低,刀具編號在52~60的刀具更換頻率比較接近。對于任務順序隨機時的不同刀庫更新策略,不同刀具的更換頻率如圖5所示,從圖5 可以看出,刀具編號在 50~64 的刀具更換頻率比較低,也有比較多的刀具更換頻率為0。
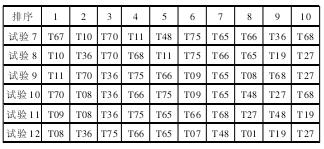
任務順序隨機時,不同更換策略下更換頻率最高的10類刀具如表4所示,從表4可以看出,在加工任務順序是隨機給定時,不同刀庫更新策略下的不同試驗中,有的刀具更換頻率在不同策略中都比較高,如 T66、T70、T11、T36 和 T68 等刀具,所以在進行刀庫更新時,這些刀具盡量保留在刀庫中。
表4 任務順序隨機時更換頻率最高的10類刀
綜合上述的試驗結果可知,在不同任務順序的情況下,更換頻率較高的刀具并不完全一樣,所以要根據實際的加工情況合理安排刀庫中的刀具,使刀庫更新時總的刀具更換次數減少。
4 、結束語
通過對含有車銑復合加工中心的刀庫刀具更換問題進行描述,對其進行仿真建模,在不同任務到達順序的情況下,通過一系列的仿真策略得出相關的仿真試驗數據,經過對試驗數據的分析,可以發(fā)現哪些刀具類型的更換比較頻繁,然后在生產過程中,著重對相關刀具進行優(yōu)先配置,可以有效減少總的換刀次數,從而減少由于刀具更換帶來的時間損耗,提高生產效率。
投稿箱:
如果您有機床行業(yè)、企業(yè)相關新聞稿件發(fā)表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業(yè)、企業(yè)相關新聞稿件發(fā)表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

