



DIXI DHP50加工中心常見故障解決
2019-3-20 來源: 天津機電職業技術學院 作者: 王艷君
【摘 要】 DIXI DHP50機床是瑞士生產的高精密數控加工中心,機床一旦出現故障停機將會造成很大的經濟損失。為滿足生產需要,該數控設備經常24小時工作,隨著數控設備工作時長增加,其故障也會頻繁發生。為保證生產的順利進行,杜絕同類故障的再次發生,我們應該知道故障產生原因,并且要徹底解決故障。介紹DIXI DHP50數控機床3例故障的原因分析及排除方法。
【關鍵詞】 加工中心;機床排故;自動換刀機構;交換工作臺
1 、前言
DIXI DHP50 數控加工中心采用 FANUC18i 數控系統,四軸聯動加工中心,其中X、Y、Z三軸采用直線光柵尺作為位置檢測元件,B 軸采用圓光柵尺作為角度檢測元件。另外刀庫中 X′ 、Y ′ 軸采用電機所帶絕對編碼器進行反饋。現將機床運行過程中出現的故障與排除方法做以介紹。
2 、故障維修
2.1 ATC系統故障
當該機床執行M06指令時,X、Y、Z軸均可以在規定時間內到達位置,但機床刀庫側卻沒有響應,機床操作界面無報警和故障提示,此時ATC換刀循環指示燈持續閃爍,提示機床換刀正在
進行中。
根據現場提示可知,機床長期處于換刀過程中未結束,導致后續動作無法進行。排查機床故障可知,該故障產生的主要原因是換刀過程中某一信號檢測狀態不正常,造成刀庫中機械手向刀庫側裝刀時中途停止,換刀動作不執行,后續動作不能完成,持續提示正在換刀中。
針對該機床故障解決需要按如下步驟進行:在機床操作面板上按KEY.EXT 鍵 → 按機床顯示屏幕下方SYSTEM CONFIG所對應的操作軟件 →按機床顯示屏幕下方 ATC 所對應的操作軟件進入 ATC 界面,將該界面中 MANUAL MODE ONLY 和MAINTENCE MODE 項中的 NO 改為 YES,更改時需要輸入密碼(該機床密碼為 0000),并翻頁找到 JOG/STEP 項,將該項的NO 改為 YES,然后按左邊擴展鍵直到屏幕下方軟件欄中顯示TOOLS MNGT ,將其選中之后,在新出的界面按下 MANUALFCT 所對應的鍵,在新出畫面中找到 OPEN ROBOT JAW 選項,讓一名維修人員到刀庫側用手扶住 ROBORT 中的刀具,另外一名維修人員在前面系統操作面板上對 OPEN ROBOT JAW 項進行 EXEC 操作,此時 ROBORT 會打開,維修人員將刀具取出,然后將操作面板上的選擇方式選為手動狀態(此時機床倍率開關一定不能放到0位),然后在機床刀庫側的操作面板上執行X‘+或X’-以及Y‘+或Y’-操作,將ROBORT運行到刀庫中間位置附近即可(坐標軸數據約為 x‘:756,Y’:0),然后將 OPEN ROBOTJAW 界面中選中 Z ATC TO MIDDLE POS 項并進行 EXEC 操作,翻到下一頁界面中選中 T CAR TO MIDDLE 項并進行 EX-EC 操作。所有操作完成之后必須將 MANUAL MODE ONLY 和MAINTENCE MODE 以及 JOG/STEP 三項中的 YES 恢復為 NO,更改時仍需要輸入密碼,然后再進行換刀操作即可。原先從ROBORT 中取下的刀具需要從刀庫表中卸掉,進行重新裝載才能調用。
若 在 維 修 中 出 現 將 MANUAL MODE ONLY 和 MAIN-TENCE MODE 以及 JOG/STEP 三項中的 NO 改為 YES 后,且在手動狀態機床倍率開關不為 0 的情況下,在刀庫后側運行 X’或Y’時機床沒有反應。此時應該在 ATC 界面中找到 ATC AXESREFERENCE X ATC reference set: YES Y ATC reference set:YES 并將相應軸的參考點取消(即將 YES 改為 NO),參考點沒有了 相應的軸可以自由活動,這時候可以將 ROBORT 開出來,然后重新設置參考點。
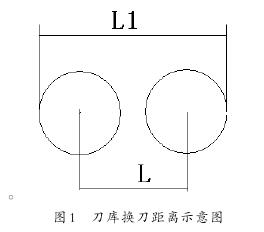
刀庫中換刀參考點的設置:將 ROBORT 開到刀庫裝刀位置在裝刀位置和 ROBORT 上分別裝入 1 把刀具,然后利用刀庫后側操作面板手動 X’、Y’軸,利用水平儀將 2 把刀具調整至水平(基本水平)并記錄X’、Y’軸坐標值,測量2把刀具外緣距離L1,測量刀具直徑D,并計算出刀具中心距離L即:L=L1-D ,換算出機械手在換刀點(刀具中心)的坐標X1’,即:X1’= X’-L ,將機械手開到 X1’的位置,然后在 ATC AXES REFERENCE X ATCreference set: NO 中將 NO→YES 即可完成 ROBORT 的 X’軸參考點設置;ROBORT 的 Y’軸參考點設置只要用水平調整 2 刀具水平,然后在 ATC AXES REFERENCE Y ATC reference set: NO中將NO→YES就可以了。重新啟動系統就可以使參考點生效。
2.2 交換工作臺故障
當機床執行交換工作臺時,系統出現報警,工作臺無法交換。關閉機床重新啟動后,一切正常。但當再次交換時故障又出現,仍無法完成交換工作臺。
通過對機床交換工作臺所牽連的電氣回路進行檢查,發現K47.1 繼電器安全邏輯單元工作不正常,其上的 K1、K2、K3、K4四個指示燈均未點亮。懷疑 K47.1 繼電器安全邏輯單元損壞。采用控制變量法排故,將K47.1繼電器安全邏輯單元與旁邊同規格控制裝/卸刀門動作的K46.1繼電器安全邏輯單元進行交換之后,重啟機床,進行交換工作臺,動作和功能一切正常,但此時機床進行裝卸刀具時經常出現“machine tool load door not open”報警。因此斷定 K47.1 繼電器安全邏輯單元損壞。故障判斷完成后,將K47.1與K46.1繼電器恢復原狀。該元件為進口的施麥賽元件SRB-NA-R-C.21-24V,若有備件庫存,直接更換即可。
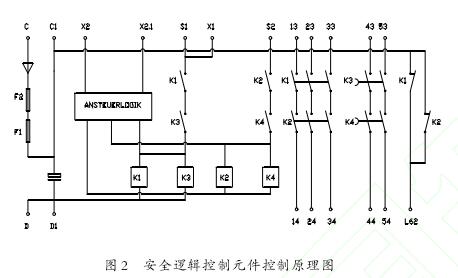
若庫存沒有該型號元件,為保證設備運行,盡快恢復生產,對該元件正常工作時各控制信號電壓進行監測后斷定可以使用兩種方案進行故障修復。
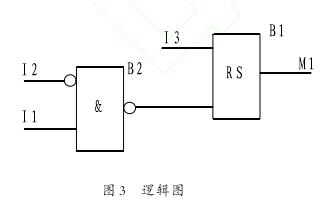
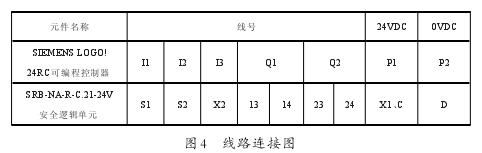
方法一:根據確認出的輸入輸出信號采用 SIEMENS LO-GO!24RC 可編程控制器,并依據原安全邏輯單元工作原理對其進行編程,使其動作滿足設備使用要求,編輯的邏輯圖和線路連接圖如下:
方法二:為保證功能正常,也可選用3個24VDC的普通繼電器,按下圖進行線路連接即可解決機床故障,恢復生產。
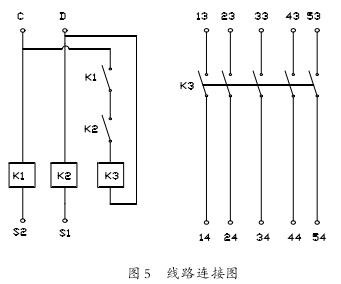
這兩種方法均能達到原機床工作性能。使用繼電器進行這類故障的維修,相對來講更為經濟方便,但它的缺點在于占用空間大,破壞了電氣柜內的原有布局;使用可編程控制器進行這類故障的維修,費用相對來講較高,但其優點在于占用空間小。應該根據備件庫存的實際情況進行選擇替代和修理。
2.3 刀庫裝卸故障
無法完成刀庫裝卸刀動作。操作者向刀庫中裝載刀具時刀庫裝載操作面板屏幕顯示“操作指令被禁止”;在執行了任意幾個卸刀操作時機床可以進行正常卸刀操作屏幕也沒有顯示任何報警。但執行裝刀操作就會出現上述報警。根據操作者動作順序,確認操作無誤。因此出現此報警故障的主要原因有可能刀具表混亂,需要將刀具表中的所有刀具全部清零,重新建立刀具表。在卸載刀庫中刀具時執行到卸載18號刀具時該刀具無法卸載,檢查18號刀具所有信息發現刀具表中該刀號占用了刀庫中換刀點 810 的位置,此時人為將 18 號刀具表中的裝刀位改為任意一個未被占用的刀位,再進行裝/卸刀動作一切正常。
機床還出現機械手在換刀中途停止。機械手ROBORT鎖緊檢測磁感應開關SQ109.2信號沒有,拆下發現該開關的信號線從開關根部斷裂無法焊接,將開關線的固定膠小心刮掉之后從內部線路板上重新焊線,焊接完成之后將線路固定,進行試驗發現開關動作信號正常。安裝到機床之后開機發現機床顯示屏幕黑屏,經過檢查發現機床24V直流電源過流開關跳閘,合上之后又跳,將開關24V輸出端斷開開關沒有跳閘,因此懷疑該控制回路中有短路之處,通過逐步檢查發現為SQ109.2接近開關連接線路中的 24V、0V 短路,檢查發現該線路有多處燒焦痕跡,更換導線之后故障排除。
3 、維修總結
(1)設備排故過程中,要根據故障現象,報警提示能信息,思路清晰,綜合判斷故障點,切忌盲目依靠系統提示。
(2)對于功能性故障,要按照功能實現的原理逐一排查,防止相同故障,不同原因造成的漏排、誤排。更不能經驗主義,同樣的故障,可能是不同原因產生的,要結合具體情況分析。
(3)在當前備件庫存無法滿足要求的情況下,要主動想辦法,找出路。通過功能替代,元件替代,電路設計等方法,在保障設備功能和安全的前提下,最大限度的減少停機時間,保障生產。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

