


伊斯卡變形金剛銑刀最新進展
2022-12-5 來源:伊斯卡 作者:技術經理 Andrei Petrilin
前言
早在本世紀初,伊斯卡可換刀頭式變形金剛(MULTI-MASTER)系列銑刀的推出就在切削刀具發展中發揮了重要作用。盡管夾持可換刀頭的裝配式刀具早在伊斯卡變形金剛立銑刀系列之前就已為人所知,但變形金剛(MULTI-MASTER)是一款扭轉了傳統觀念的產品,以至于改變了相似夾持系統的設計理念。
https://1309952130.vod2.myqcloud.com/4dc4b723vodcq1309952130/2869b560243791576679095524/LQtTD547U1wA.mp4
連接螺紋
在變形金剛產品系列中,刀頭經由螺紋牢靠地連接至刀桿上。相比于高速鋼,硬質合金是硬度非常高且耐磨性高的材料,但其抗沖擊性能較低。對于帶螺紋的硬質合金件而言,螺紋連接處正是應力集中處,而這對于刀具性能有較大影響,尤其是在載荷的反復沖擊下作業中。夾持可換硬質合金刀頭的旋轉刀具,典型的刀頭直徑范圍為6-25 mm (.25"-1.00"英寸),銑刀直徑相對較小,對連接螺紋直徑及螺紋廓形的高度有所制約。
以上幾點使得采用標準螺紋作為連接螺紋是不合適的,甚至螺紋連接是否可以作為刀頭連接螺紋都是令人懷疑的,我們需要一種特殊的螺紋形狀以使得連接技術更規范。幸運的是,變形金剛立銑刀(MULTI-MASTER)基于特別設計的螺紋廓形,打消了所有的疑慮,它的成功使得人們對普適的標準規范生出新的認識。此后不久,幾乎所有的刀具制造商都開發了自己的螺紋系統,用于夾持螺紋連接式可換硬質合金刀頭的旋轉刀具。(圖1)
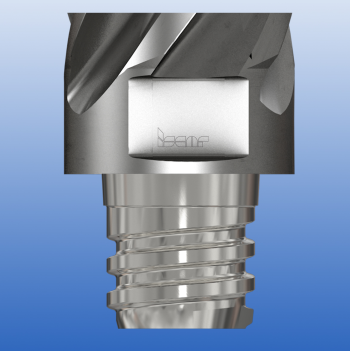
圖1 特殊的螺紋廓形有利于MULTI-MASTER系列的可靠性和魯棒性
特點
硬質合金可換刀頭的刀具具有顯著的優勢,這些刀具展示出令人印象深刻的多功能性,使得能合理利用硬質合金,且刀頭的更換易于操作。人們經常問及,變形金剛立銑刀(MULTI-MASTER)的成功秘訣是什么,有哪些特點確保其不僅廣受歡迎,且刀具壽命高。
除卻上述提及的夾持螺紋連接式可換刀頭的出色優點外,變形金剛立銑刀以其面接觸設計理念確保實現高重復定位精度。這一概念使得在更換磨損失效刀頭后確保能實施“無需對刀”這一原則。安裝刀頭后無需額外的調整操作,且無需從機床上移除刀具即可在機更換刀頭。
變形金剛立銑刀(MULTI-MASTER)的另一個獨特之處在于它有種類繁多的刀頭,涵蓋了銑削、孔加工、雕刻加工和齒輪加工等廣泛的加工應用。 在銑削作業中,這些刀頭能覆蓋方肩銑、面銑、3D曲面銑、倒角銑、型腔銑和挖槽、槽銑、溝槽銑、螺紋加工,以及高速銑和大進給銑削加工方式。 而在孔加工作業中,則包括中心鉆、點鉆、沉孔加工,等等。
伊斯卡的銑刀頭分兩種,一種是由圓柱毛坯磨制出的刀頭,另一種是壓制燒結成型的刀頭,可根據需求選擇,再加上與應用廣泛的刀桿、接柄及縮徑桿的組合,顯著簡化了為各金屬切削作業匹配上最佳刀具配置的過程。除此以外,該系列及其產品可選擇非標定制,這種結構也讓刀具定制變得更加容易。所有這些都使得強大的變形金剛立銑刀系列不僅成為提高生產率,削減生產成本的有力工具,而且確保能長期滿足用戶的需求。
應用
伊斯卡推出全新螺紋接口T12,用于直徑為32mm(1.25"英寸)的立銑刀,開創了新的應用前景。 盡管這一直徑的整體硬質合金銑刀因其成本高企而不常見,但仍有一些工業領域需要這種刀具,例如航空航天。
新增6齒立銑刀頭用于航空工業。直徑為8-25 mm(0.315"-1.00"英寸),用于加工鈦合金,包括難加工的β鈦合金和近β鈦合金,特別是應用于擺線銑方式加工。這些刀頭的特點是將不同的螺旋角和不等齒距相結合,以提高防振穩定性。
根據新的市場需求,變形金剛立銑刀(MULTI-MASTER)增補了相適的刀頭,并成功地被客戶采用,特別是在航空航天工業、醫療器械工業和模具工業。
五軸數控機床的發展為銑削復雜的三維形狀帶來了新的高效加工策略。這增加了對具有特定幾何形狀的切削刀具的需求,即鼓形銑刀。
可更換刀頭的組件提供了一個更具成本效益的解決方案,伊斯卡對其新的發展前景充滿信心。值得注意的是,在伊斯卡推出的該系列產品中,有一種5齒立銑刀頭,具有不等螺旋角,專門用于加工難加工的鈦合金和高溫合金(ISO S材料組的加工應用)。該刀頭的刀尖圓角半徑為4 mm和5 mm(0.120",0.250",0.375"英寸),對應于飛機零件生產的典型特征。
一個典型的飛機沉頭螺釘需要打一個100°夾角的沉頭螺釘孔;鉚接時也經常需要同樣的角度。變形金剛立銑刀(MULTI-MASTER)提供了一個合適的解決方案,其新開發的兩齒沉頭螺釘加工刀頭帶有100°的夾角,其直徑為9.525-19.05 mm(0.375"-0.750"英寸)。該刀頭也適用于倒角和點鉆加工。(圖2)

圖2 帶100°夾角的沉頭螺釘孔加工刀頭通常用于制造飛機零件
在孔加工方面,最近推出的高精度平底鉆頭不僅適用于鋼件、不銹鋼件和鑄鐵件(ISO P和ISO K材料組加工應用)的淺孔鉆加工作業,而且還能直接鉆削斜面。鉆頭的直徑公差符合精度等級h7,而鉆頭的鉆孔能力則擴展到直徑的1.2倍。(圖3)
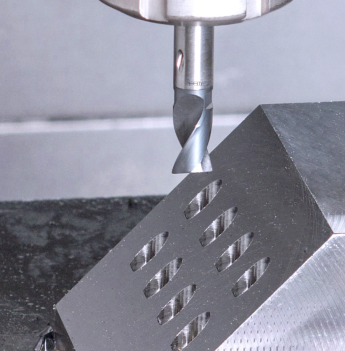
圖3 平底刀頭高效鉆削傾斜面
最近升級的變形金剛(MULTI-MASTER)溝槽銑刀頭的新型夾持方式符合伊斯卡一貫的設計理念 "更易于操作"。在銑刀頭設計中加入了內六角梅花的TORX凹槽,可以采用伊斯卡的定扭矩扳手或可調式扭矩扳手固定銑刀頭,實現可靠的夾緊。
變形金剛立銑刀(MULTI-MASTER)的另一優點是,其刀頭在生產制造特殊形狀(輪廓)方面非常出色。該系列包含幾種由非涂層硬質合金制成的帶螺紋接口的毛坯,用于非標定制產品。不久前,新增的盤式半精銑刀頭擴展了可用毛坯的適用范圍,能成功地用于槽銑、溝槽銑、螺紋銑、花鍵等加工應用的定制解決方案。(圖4)
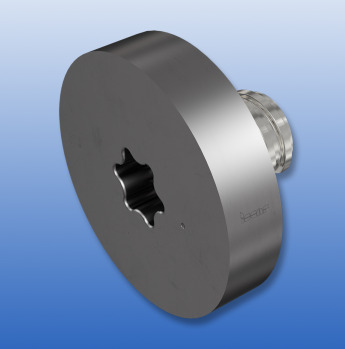
圖4 盤式銑刀頭毛坯為槽銑和溝槽銑提供了理想的定制方案。頂面的內六角梅花凹槽適用于采用TORX梅花扳手,其扭矩可控,夾持可靠
上述案例不僅闡明了夾持可換式硬質合金刀頭的領先銑刀系統的發展方向,而且清楚地展示出開發和改進系統能力的源泉遠未窮盡。
結語
現代制造業的發展需求帶來了越來越多的需求,并開辟了新的應用領域,需要有合適的刀具來應對。伊斯卡變形金剛立銑刀(MULTI-MASTER)經過歷史沿革以可更換刀頭的高通用性來達成,并突顯出其能夠滿足不斷增長的工業需求。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

