


變速箱殼體加工尺寸偏移原因與解決方案
2020-5-11 來源:上海汽車變速器有限公司 作者:張璐
摘要:介紹了一例非設備故障引起的加工 尺寸偏移問題,通過對工件定位夾緊執(zhí)行元件的 動作順序及機床夾具液壓控制方式的深入分析, 確診了加工尺寸偏移發(fā)生的原因,采取合理的方 式解決了加工尺寸偏移的問題。 我公司某變速箱殼體機加工生產(chǎn)線由 3 個工 位共 3 臺機床組成,3 臺機床均為單主軸雙托盤 交換加工的形式。3 臺機床所使用的夾具均為恒 輪公司設計制造的液壓夾具。該生產(chǎn)線的 20 工 位使用牧野品牌加工中心經(jīng)供應商改造后配以 恒輪公司制造的液壓夾具對殼體進行加工,10、 30 工位使用恒輪品牌加工中心。
1.故障現(xiàn)象與設備例行檢查
產(chǎn)品批量生產(chǎn)之后,20 工位常出現(xiàn)殼體底 面上的孔系位置尺寸整體偏移的情況,偏移無固 定方向,呈現(xiàn)隨機性,加工極易產(chǎn)生廢品,質(zhì)量 難以控制。對機床進行了例行檢查,機床絲杠、 導軌無明顯磨損現(xiàn)象,主軸端跳、徑跳和拉力均 正常,主軸夾頭及刀柄接觸面無磨損情況,定位 軸、進給軸的重復定位精度在機床合格指標范圍 內(nèi),機床性能良好。查詢重點轉(zhuǎn)向該工位的液壓 夾具,經(jīng)檢查,夾具上定位面、定位銷和夾緊頭 均無磨損松動情況,液壓油溫度壓力均正常。變 速箱殼體及其夾具如圖 1 所示。

圖 1 變速箱殼體及其夾具示意圖
1. 脹套 2.定位面 3.定位銷 4.夾緊頭
2.夾具工作原理的分析
深入分析該工位夾具及其液壓控制的工作原理 :
(1)殼體的定位與夾緊。殼體的定位由夾具 上的雙脹套、定位面和定位銷實現(xiàn),夾緊由夾具 上一周均布的 4 個夾緊頭完成,遵循先定位、后 夾緊的順序原則。殼體在 10 工位上已加工完成 在 20 夾具上定位所需的基準平面、銷孔及與雙 脹套接觸的基準大孔。夾具上的雙脹套限制了殼 體的橫向移動與轉(zhuǎn)動、垂直方向移動與轉(zhuǎn)動,定 位面限制殼體的縱向移動,定位銷限制殼體的縱 向轉(zhuǎn)動,導致殼體的 6 個自由度被完全限制。殼 體上料后,夾具上的定位面、定位銷已與殼體接 觸,此時圖 2 夾具裝配圖中所示的活塞下腔存在著一定壓力的液壓油,當執(zhí)行殼體夾緊指令時, 活塞下腔的液壓油卸壓,活塞在碟簧作用下帶動 拉桿、壓板和橫銷同時向下運動,拽動雙脹套向 下移動,脹套沿斜面外漲,與殼體基準大孔緊密 接觸,實現(xiàn)殼體的定位。殼體夾緊所用 4 個夾緊 頭在液壓油的作用下縮回,夾緊指令發(fā)出后,液 壓油卸壓,夾緊頭依靠其內(nèi)部的彈簧復位而伸出, 其倒角與殼體喇叭口接觸并壓緊,外撐于殼體喇 叭口,實現(xiàn)殼體的夾緊。負責殼體定位夾緊的這 5 個液壓執(zhí)行與彈簧復位機構均可視為單作用液 壓缸,在無液壓壓力狀態(tài)下為殼體的定位和夾緊 ; 殼體放松時,液壓油進入單作用液壓缸推動活塞 運動,使外脹的雙脹套形變復原、4 個夾緊頭縮回, 殼體即可從夾具上取下。
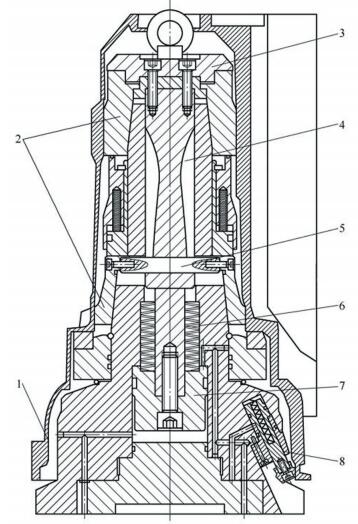
圖 2 夾具裝配圖
1.殼體 2.雙脹套 3.壓板 4.拉桿 5.橫銷 6.碟簧 7.活塞 8.夾緊頭
(2)夾具液壓控制原理。圖 3 所示為該工位 恒輪公司制造夾具的液壓原理圖,分析夾具上與 殼體夾緊放松有關的夾緊、放松,并檢測液壓接口。
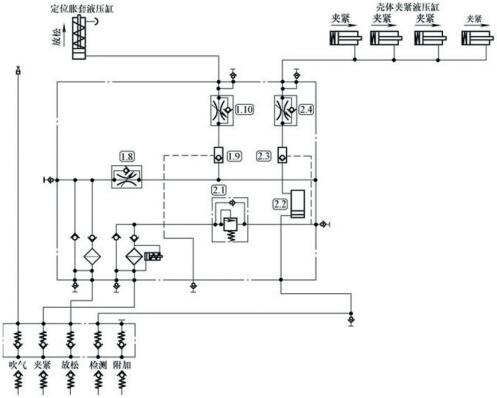
圖 3 夾具液壓原理圖
殼體放松指令發(fā)出后,液壓油通過耦合器進 入放松接口,流經(jīng)濾芯、單向閥及單向節(jié)流閥 1.8 后,一路通過液控單向閥 1.9、單向節(jié)流閥 1.10 進入定位脹套液壓缸,液壓缸中的活塞上移,雙 脹套形變復原 ; 另一路通過液控單向閥 2.3、單 向節(jié)流閥 2.4 進入 4 個殼體夾緊液壓缸中,4 個 夾緊頭縮回,殼體放松。 殼體夾緊指令發(fā)出后,液壓油進入夾緊接口, 通過濾芯、單向閥后,其中一路到達液控單向閥 1.9 的控制口,將該液控單向閥頂開,殼體放松 狀態(tài)下定位脹套液壓缸中的液壓油沿單向節(jié)流閥 1.10、液控單向閥 1.9、單向節(jié)流閥 1.8 及單向閥, 從放松接口流出,定位脹套液壓缸的活塞在碟簧 的作用下往下移動,雙脹套脹開,殼體定位 ; 另 一路液壓油在壓力上升到頂開順序閥 2.1 的彈簧 后進入無桿活塞缸 2.2,同時到達液控單向閥 2.3 的控制口,待無桿活塞缸 2.2 中的活塞被液壓油 頂?shù)叫谐套钅┒藭r液壓油壓力升高,這時升高的 壓力油才會頂開液控單向閥 2.3,使殼體放松狀 態(tài)下 4 個殼體夾緊液壓缸中的液壓油沿單向節(jié)流 閥 2.4、液控單向閥 2.3、單向節(jié)流閥 1.8 及單 向閥,從放松接口流出,4 個殼體夾緊液壓缸的 活塞經(jīng)彈簧復位,夾緊頭伸出,殼體夾緊。殼體 的定位脹套液壓缸與殼體夾緊液壓缸的動作存在 先后順序 : 液壓油先到達液控單向閥 1.9 的控制 口,使定位脹套液壓缸中的液壓油泄壓,殼體完 成定位動作 ; 由于順序閥 2.1 和無桿活塞缸 2.2 的存在,殼體夾緊液壓缸的動作需等到液壓油壓力上升到頂開順序閥 2.1 的彈簧,進入無桿活塞 缸 2.2,待 2.2 中的活塞運動到行程最末端,液 壓油壓力升高到足以頂開液控單向閥 2.3 時,4 個夾緊用液壓缸中的液壓油才會泄壓,夾緊頭伸 出將殼體夾緊。液壓元件 2.1 和 2.2 的存在,使 殼體先定位、后夾緊的正確動作順序得以實現(xiàn)。 理解殼體正確的定位夾緊順序是進一步分析和解 決問題的關鍵。
3.機床的夾具液壓控制分析
恒輪公司按照自己制造的恒輪加工中心配套 設計了該生產(chǎn)線 3 個工位的夾具,前文已述該 20 工位使用牧野的機床配恒輪公司的夾具,在此將 生產(chǎn)線 10、30 工位的恒輪加工中心與 20 工位牧 野加工中心的夾具液壓控制部分進行對比分析。 (1)恒輪加工中心的夾具液壓控制。如圖 4 所示的恒輪加工中心夾具液壓原理圖,夾具托盤 中間液壓耦合器上共有 5 個通道,其中通道 1 為 氣路通道,用于殼體定位面的壓縮空氣吹塵 ; 通 道 2 為殼體夾緊時壓力油輸入 ; 通道 3 為殼體放 松時壓力油輸入 ; 通道 4 的管路聯(lián)接到圖中機床 上的壓力繼電器,液壓油在殼體夾緊后從通道 4 返回到該壓力繼電器,用于殼體夾緊的壓力監(jiān)測 ; 通道 5 封閉不用。液壓油通過電磁換向閥實現(xiàn)殼 體的夾緊放松切換。這 5 個通道分別聯(lián)接至恒輪 公司制造夾具的吹氣、夾緊、放松、檢測和附加 接口。
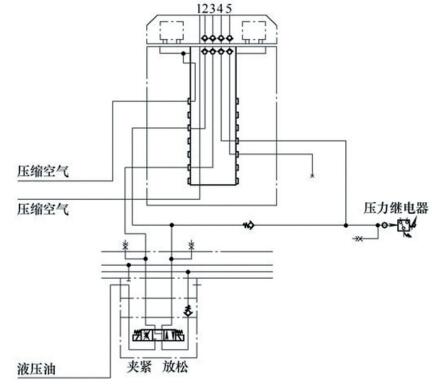
圖 4 恒輪加工中心的夾具液壓原理圖
(2)牧野加工中心的夾具液壓控制。對比 該工位牧野加工中心的夾具液壓原理圖(見圖 5),牧野加工中心的夾具液壓控制除了分別負 責兩個托盤上夾具殼體夾緊放松的兩組液壓閥 外(第一組液壓閥用于上料托盤上殼體的夾緊放 松,第二組液壓閥用于加工區(qū)域托盤上殼體的夾 緊),還存在第三組液壓閥,該組液壓閥只有一 路液壓油輸出,聯(lián)接至托盤 3 上的夾緊裝置 3, 而機床其實并不存在第3個托盤。通過現(xiàn)場檢查, 發(fā)現(xiàn)該第三組液壓閥的液壓管路聯(lián)接至夾具的 檢測接口。
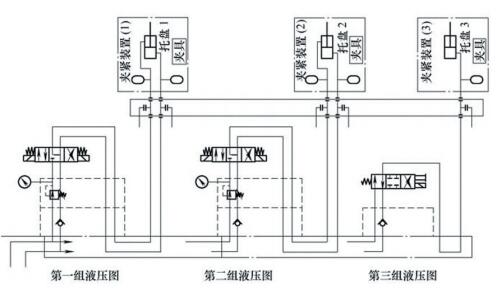
圖 5 牧野加工中心的夾具液壓原理圖
4.加工尺寸整體偏移問題的解決
通過前文的敘述可知,在恒輪機床液壓的夾 具控制部分和夾具的液壓管路中,通道 4 聯(lián)接到 壓力繼電器,作用僅僅是監(jiān)測確認殼體的夾緊狀 態(tài),對夾具上的執(zhí)行元件不起驅(qū)動作用。 而在牧野加工中心上,由于第三組液壓閥的 輸出管路聯(lián)接到了夾具的檢測接口,經(jīng)過該通道 的液壓油參與了夾具上 4 個殼體夾緊液壓缸的動 作驅(qū)動。觀察第三組液壓閥與第一組液壓閥上電 磁閥線圈的得失電情況可知,在殼體夾緊指令發(fā) 出后,兩電磁閥同時動作,除了夾緊接口有液壓 油輸入夾具,檢測接口的液壓油也開始輸入,使 得液壓油快速到達圖 3 中液控單向閥 2.3 的控制 口,順序閥 2.1 對殼體定位夾緊動作先后順序的 作用失效,出現(xiàn)定位脹套液壓缸與殼體夾緊液壓 缸同時動作,由于管路長短等因素,甚至出現(xiàn)夾 緊液壓缸先動作的情況,反映在殼體上為定位夾 緊動作同時進行,甚至夾緊先于定位,造成殼體 無法正確定位,且定位狀態(tài)不同,導致加工尺寸無固定方向整體偏移的情況發(fā)生。 在第三組液壓閥的輸出管路上增加管式單 向閥,如圖 6 所示,確保輸出的液壓油由于單 向閥的封閉作用無法進入夾具的檢測接口,而 該電磁閥線圈的得失電動作不做修改,目的在 于使檢測接口管路中用于壓力監(jiān)測的油液在殼 體放松后,可以通過單向閥從該電磁閥卸壓, 實現(xiàn)與恒輪加工中心夾具液壓控制一致的功 能。經(jīng)過改進后殼體先定位后夾緊的正確順序 出現(xiàn),加工尺寸整體偏移的問題得到解決。
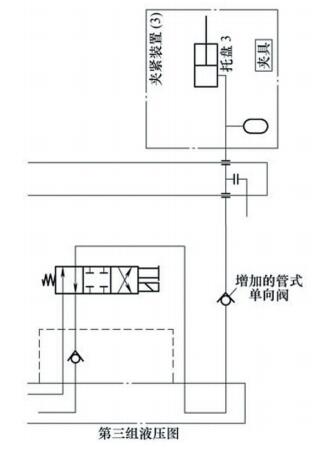
圖 6 增加管式單向閥示意圖
5.結語
本文敘述的加工尺寸偏移一例并非設備故 障引起,主要原因為設備改造供應商在實施改 造時未充分理解兩種品牌加工中心夾具液壓控 制方式的區(qū)別,也未深入分析恒輪品牌夾具工 件定位夾緊執(zhí)行元件的動作順序,使得兩種品 牌的機床與夾具的匹配出現(xiàn)問題。通過維修人 員的自主維修,對機床與夾具工作原理的深入 分析和最終解決,提高了維修人員的故障分析 能力,為設備維修中加工尺寸偏移問題的分析 判斷開辟了新思路。
投稿箱:
如果您有機床行業(yè)、企業(yè)相關新聞稿件發(fā)表,或進行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業(yè)、企業(yè)相關新聞稿件發(fā)表,或進行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業(yè)界視點
| 更多
查")
行業(yè)數(shù)據(jù)
| 更多
- 2025年6月 新能源汽車銷量情況
- 2025年6月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年6月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年6月 軸承出口情況
- 2025年6月 分地區(qū)金屬切削機床產(chǎn)量數(shù)據(jù)
- 2025年6月 金屬切削機床產(chǎn)量數(shù)據(jù)
- 2025年5月 新能源汽車銷量情況
- 2025年5月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年5月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年5月 軸承出口情況
- 2025年5月 分地區(qū)金屬切削機床產(chǎn)量數(shù)據(jù)
- 2025年5月 金屬切削機床產(chǎn)量數(shù)據(jù)
- 2025年4月 新能源汽車銷量情況