


基于刀具失效率的換刀策略研究
2016-12-27 來源:東北大學機械工程與自動化學院 作者:王新剛 呂春梅1 趙玉倩 陳曉明
摘要:將影響機加工藝可靠性的主要因素刀具的失效率作為研究對象,將刀具的切削參數(shù)作為隨機變量,以最大似然估計為基礎(chǔ),結(jié)合可靠性分析方法,建立機加工藝系統(tǒng)的動態(tài)可靠性數(shù)學模型,推導各工序刀具的失效率計算公式。在此基礎(chǔ)上,以刀具失效率為判據(jù),建立了如何確定被更換刀具的工序及換刀時間的方法。研究結(jié)果表明,當整體工藝流程系統(tǒng)可靠度低于某一閾值時,即可確定更換刀具的時間,再應(yīng)用刀具失效率模型,就能夠迅速找出失效率最大的工序所使用的刀具,并及時更換,從而確保刀具在失效之前滿足工藝可靠性要求,最大限度地利用刀具,減少換刀次數(shù),降低成本,從而保障整體工藝系統(tǒng)的高可靠性。
關(guān)鍵詞:機械制造工藝與設(shè)備;動態(tài)可靠性;失效率;刀具
0. 引言
在高精自動化技術(shù)得到廣泛應(yīng)用的今天,機械行業(yè)對產(chǎn)品整個工藝流程的可靠性提出了更高的要求,它與機床、刀具、操作者的可靠性息息相關(guān)。其中刀具的可靠性是最重要的影響因素,所以研究刀具的可靠性及失效率顯得至關(guān)重要。如果刀具可靠性差、失效率高,就會造成換刀頻繁,產(chǎn)品不合格率上升,消耗更多的工時和經(jīng)濟成本。
Ramalingam等?對刀具的可靠性進行了研究,建立了確定刀具耐用度的概率模型。文獻[2—3]提出了一種基于簡單的調(diào)度規(guī)則和通用搜索的啟發(fā)式模型。Oral等H o定義了可用于回轉(zhuǎn)零件工藝設(shè)計系統(tǒng)的計算機輔助優(yōu)化方案,它規(guī)定一個最佳方案必須具有最少的換刀次數(shù)和最短的刀具空行程時間。Rodriguez等¨1提出了最佳換刀時間的數(shù)學模型,降低了對工藝可靠性的影響。李兆前等¨o對刀具可靠壽命進行了深入的理論研究和實驗研究,建立了相應(yīng)的可靠性數(shù)學模型。陳雪峰等¨1、王新剛等¨1通過實驗數(shù)據(jù)分析和理論分析建立了幾種刀具可靠度數(shù)學模型,同時進行了大量的可靠壽命切削試驗來保證刀具的高可靠性。上述國內(nèi)外學者大都研究如何進行合理地機械調(diào)度與規(guī)劃以達到減少工時的目的,或者單一對刀具進行可靠性及壽命分析,并沒有分析每道工藝所使用刀具的可靠性對整體機加工藝可靠性的影響。除此之外,在傳統(tǒng)的刀具可靠性模型中,一般認為刀具的切削參數(shù)一旦選取在整道工序中將保持不變。而實際生產(chǎn)情況表明,在連續(xù)切削加工過程中,即使同一臺機床,由于機械振動、加工材料的質(zhì)地分布情況等因素的影響,它的切削參數(shù)也是隨機變化的一一0|。在這種情況下應(yīng)如何保證總體工藝流程的可靠度、在何時換刀、該更換哪道工序的刀具,對這類問題的研究還未見報道。
本文結(jié)合工藝流程設(shè)計、可靠性和動力學的知識,在刀具的切削參數(shù)作為隨機變量的前提下,推導刀具可靠度和失效率的計算公式,并建立基于刀具失效率的整體機加工藝流程可靠性的數(shù)學模型。該模型能夠準確地確定需要被更換刀具及換刀時間,進而為減少工時與成本,同時保證產(chǎn)品質(zhì)量及提高產(chǎn)品合格率提供理論依據(jù)。
1. 工藝流程動態(tài)可靠性模型的建立
一個完整工藝流程的可靠性與每一道工序的可靠性密切相關(guān),而每一道工序的可靠性又受到機床、操作者以及刀具可靠性的影響。機床的可靠度由其本身的結(jié)構(gòu)以及設(shè)計決定,包括自動化程度、所處工作環(huán)境、也與工廠管理者所制定的維護方案有關(guān),常采用經(jīng)驗值,某一臺機床的可靠度可由建立在實驗基礎(chǔ)上的“無故障時間數(shù)據(jù)庫”取得。操作者的可靠度也可通過實驗獲得。本文中主要研究刀具的可靠度,而機床和操作者本身的可靠度認為是不變的。在加工零件時,機床、操作者、刀具組成一個串聯(lián)系統(tǒng)且相互獨立,則整個工藝流程的可靠度可表示為
刀具的可靠度依賴于機床的實際工作情況,且與各切削參數(shù)有關(guān)。通常刀具的可靠壽命服從指數(shù)分布,本文研究的換刀策略并不只限于刀具壽命服從指數(shù)分布,也可以服從任意分布。文中以服從指數(shù)分布為例來說明實施該策略的具體步驟,則有一道工序時的可靠度。
2.刀具失效率模型的建立
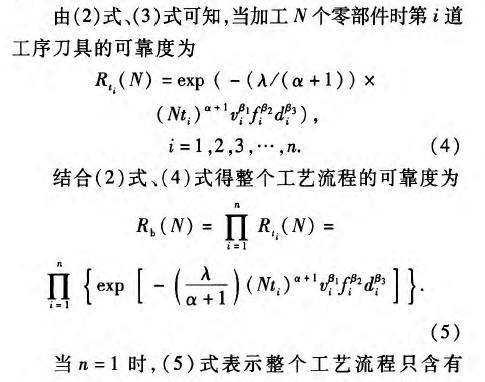
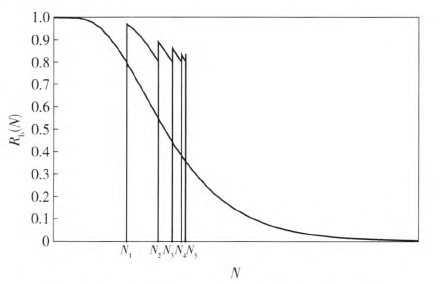
實際生產(chǎn)加工過程中,一個完整的工藝流程包括多道工序。假設(shè)不同的工序使用不同的刀具,當整個工藝流程的可靠度R。(Ⅳ)低于許用的可靠度值時,必須換刀,在達到目標產(chǎn)量之前可能需要進行多次換刀。如果不換刀,會導致整體工藝流程可靠度的降低、產(chǎn)生廢品和增加經(jīng)濟成本。由于涉及不同的工序及刀具,如何選擇需要被更換的刀具成為關(guān)鍵性的問題。本文采用計算各工序刀具失效率的方法來確定需要被更換的刀具,刀具失效率最大的最先更換。每次換刀前后整個工藝流程的可靠度變化趨勢如圖1所示。
圖l 每次換刀前后整體工藝流程司靠度的變化趨勢
圖1中的Ⅳ。、Ⅳ:、Ⅳ3、Ⅳ4是換刀時加工零件的個數(shù)。假設(shè)工藝流程整體可靠度不能低于0.8這個閾值,那么在Ⅳ.點換刀時,整體工藝流程的可靠度由原來0.8的位置提升到大致0.97的位置;在Ⅳ:點換刀時,整體工藝流程的可靠度由原來0.82的位置提升到大致0.95的位置。第2次換刀之所以在整體工藝流程的可靠度高于0.8閾值,是因為再繼續(xù)加工出一個零部件后整體工藝流程可靠度將要低于0.8,這樣就會出現(xiàn)廢品或者停車事故,所以需要提前一個零部件進行更換。從圖1中可以看出,通過及時確定被更換的刀具和更換時間就能夠始終保持整體工藝流程的可靠度高于閾值。
由(5)式給出整個工藝流程的可靠度公式可知,當整個工藝流程可靠度低于許用值時,更換刀具的時間就確定了。這時就需要計算各工序刀具的失效率,為確定更換刀具提供理論依據(jù)。已知刀具的失效率函數(shù)為

當更換刀具的時間確定后,由(7)式計算各工序刀具的失效率,失效率最大刀具的最先替換掉。若替換之后整體工藝流程可靠度仍小于閾值,就需要替換此時失效率最大的刀具,直至整體工藝流程可靠度仍大于閾值為止。一次換刀有可能更換一把,也有可能更換多把。
3.工藝流程換刀時間
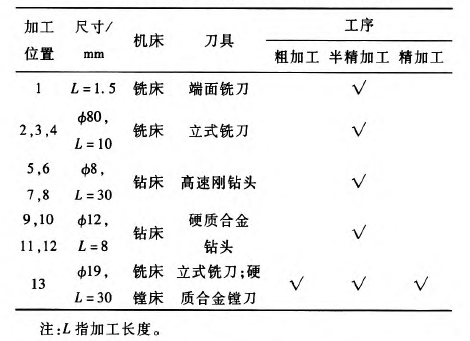
從厚度為34 mm的Q235鋼板中切下90 mm×90 mm的鋼板,通過銑削、鉆削、鉸等加工工藝使其滿足尺寸、形狀、公差等要求。圖2和表1分別給出了零件具體形狀和具體要求。
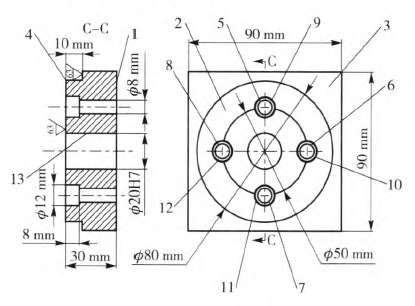
表1 盤類零件各部分加S-要求
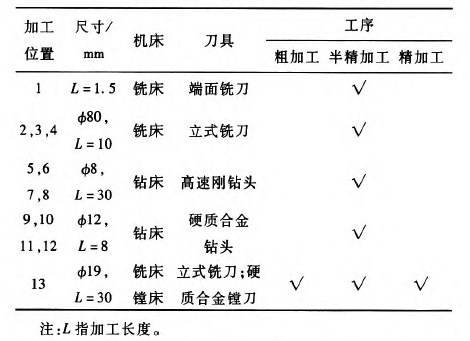
圖2中,將零件分為13個部分,每部分根據(jù)可圖2中,加工表面的不同特征使用不同的工序,進而確定各工序的先后順序。這里,假設(shè)操作人員不會出現(xiàn)失誤,刀具的各切削參數(shù)都是隨機變量,且服從任意分布‘12 3(本文以變量均服從正態(tài)分布為例)。各道工序及相應(yīng)的加工時間,均可通過Mastercam仿真得到。在Mastercam中選擇正確的加工工藝,輸入相應(yīng)的預先選取好的參數(shù),進行仿真,查看工序時間并記錄,具體結(jié)果見表2.
表2 盤類零件各工序
利用表2中的參數(shù)構(gòu)造最大似然函數(shù),求得各工序參數(shù)  、a、 β1、 β2 、β3 ,結(jié)果如表3所示。
、a、 β1、 β2 、β3 ,結(jié)果如表3所示。
表3 各工序的參數(shù)值
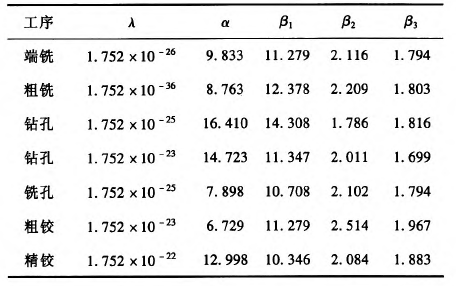
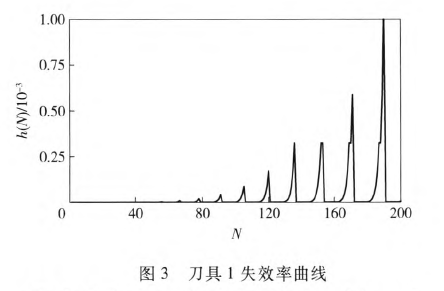
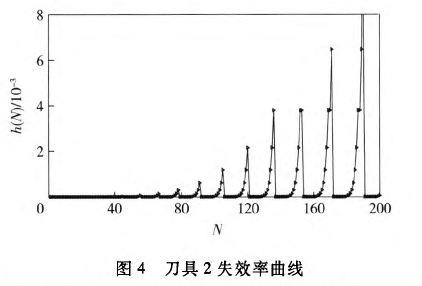
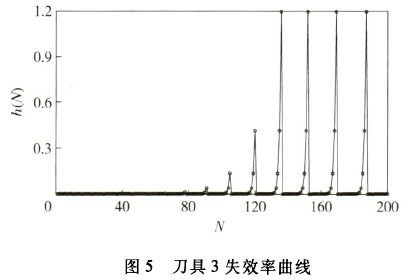
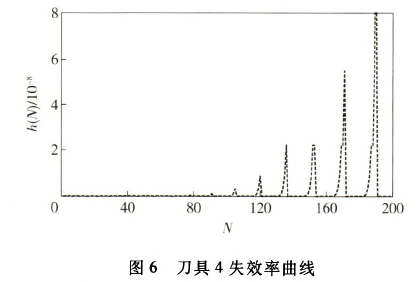
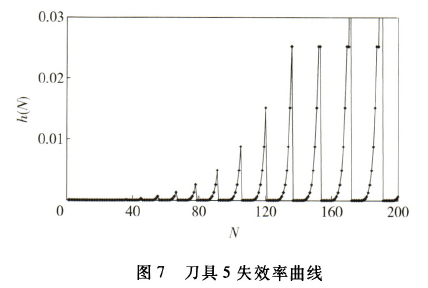
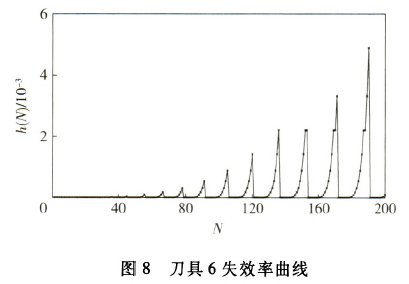
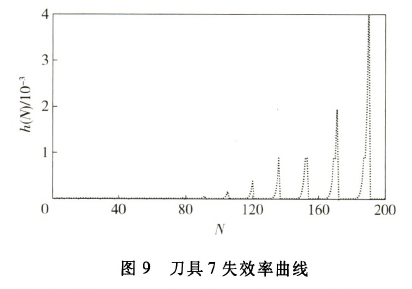
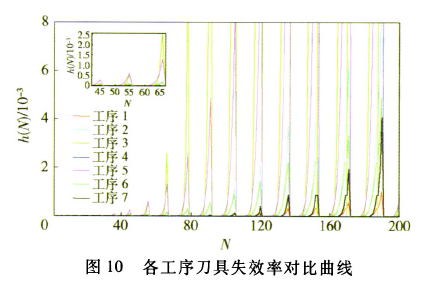
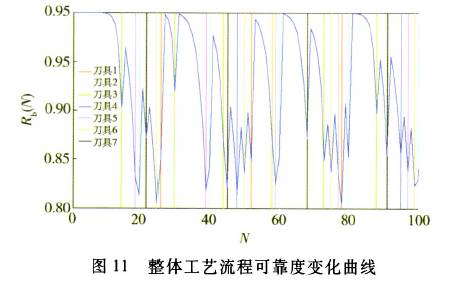
各工序可靠度可由(4)式計算獲得,其中各工序工時及切削參數(shù)由表3獲得,最終可根據(jù)(5)式計算出整個工藝流程的可靠度。這里,假設(shè)整體工藝流程許用可靠度為0.8.若可靠度小于0.8,則必須進行換刀。此時通過(7)式計算出各刀具的失效率并進行比較,確定更換刀具的工序與時間。圖3~圖9為各工序刀具的失效率隨加工零件個數(shù)的變化曲線。從圖10中各工序刀具失效率對比曲線可以看出,在加工一定數(shù)量工件時第幾道工序的刀具失效率最大,為更換刀具提供判據(jù)。圖11為換刀前后整個工藝流程的可靠度隨加工零件個數(shù)的變化曲線。從圖11中可以看出,當加工第18個零件時,計算得到整個工藝流程的可靠度
為0.768 4,小于許用值0.8.這表明加工第17個零件就需要進行換刀,這是整個工藝流程的第一次換刀。但具體更換哪個工序的刀具還需要結(jié)合圖10確定。當加工第18個零件時,工序5中對應(yīng)的銑刀失效率最大,必須將它換掉。換刀之后,重新計算整
體工藝流程的可靠度值為0.998 4,這時提高了整個工藝流程的可靠度,各工序及刀具可繼續(xù)切削加工,直到整體工藝流程可靠度再次小于許用值0.8時,再次進行換刀,直至完成所有需要加工的零件。
4. 結(jié)論
I)建立了整體工藝流程系統(tǒng)的可靠性數(shù)學模型,通過該模型可以判斷出需要換刀具的時間點。2)建立了刀具失效率數(shù)學模型。通過該模型能夠迅速判斷需要換刀工序及刀具,確保刀具在
破損或磨損失效之前還能滿足工藝可靠性要求。3)提出了基于靈敏度的換刀時間和工藝動態(tài)可靠性研究方法。通過改變即將失效刀具所對應(yīng)的敏感參數(shù)的數(shù)值來提高刀具和整體工藝流程的可靠度,從而達到了延遲換刀、降低成本的目的。
投稿箱:
如果您有機床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
更多相關(guān)信息

業(yè)界視點
| 更多
查")
行業(yè)數(shù)據(jù)
| 更多
- 2025年7月 新能源汽車銷量情況
- 2025年7月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年7月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年7月 軸承出口情況
- 2025年7月 分地區(qū)金屬切削機床產(chǎn)量數(shù)據(jù)
- 2025年7月 金屬切削機床產(chǎn)量數(shù)據(jù)
- 2025年6月 新能源汽車銷量情況
- 2025年6月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年6月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年6月 軸承出口情況
- 2025年6月 分地區(qū)金屬切削機床產(chǎn)量數(shù)據(jù)
- 2025年6月 金屬切削機床產(chǎn)量數(shù)據(jù)
- 2025年5月 新能源汽車銷量情況