床")



基于UG/NX10.0的數(shù)控車床后置處理的研究
2020-6-2 來源: 濱州渤海活塞公司 濱州盟威戴卡輪轂 作者:許海軍 張沛霞 徐敏 張厚茂 張新文
摘要:數(shù)控車床主要用于加工回轉(zhuǎn)零部件,對于簡單的回轉(zhuǎn)工件,可以通過人工進(jìn)行點位計算進(jìn)行手工編程即可,但對于復(fù)雜的回轉(zhuǎn)零部件,由于點位較多,需要單個點分別輸入進(jìn)行程序編制,工作量較大,嚴(yán)重影響生產(chǎn)效率。因此通過對UG/NX10.0軟件后處理功能的探索,利用UG/Post Build 功能, 針對配置FANUC數(shù)控系統(tǒng)的數(shù)控車床開發(fā)后置處理器,使得所生成的程序代碼能夠直接應(yīng)用于數(shù)控車床。
關(guān)鍵詞:數(shù)控車床;UG/Post Build;FANUC數(shù)控系統(tǒng);后置處理器
1 、引言
后置處理(Post Processing)是數(shù)控加工自動編程中需要考慮的一個重要問題,是數(shù)控編程技術(shù)的關(guān)鍵技術(shù)之一。作為CAD/CAM系統(tǒng)與機(jī)械制造連接的紐帶,后置處理的主要任務(wù)是根據(jù)具體機(jī)床運動結(jié)構(gòu)和控制指令格式,將前置處理計算的刀位數(shù)據(jù)變換成機(jī)床各軸的運動數(shù)據(jù),并按其控制指令格式進(jìn)行轉(zhuǎn)換,成為數(shù)控機(jī)床的加工程序。因此,配置和開發(fā)有效的后置處理程序?qū)鉀Q從設(shè)計到制造過程存在的瓶頸、提高編程效率和加工的可靠性有著重要意義。為提高自動編程效率,充分發(fā)揮數(shù)控車床的優(yōu)勢,本文通過 UG/Post Build 功能,針對配置 FANUC 數(shù)控系統(tǒng)的數(shù)控車床開發(fā)了專用后置處理程序,并通過產(chǎn)品加工驗證了該后置處理的正確性。
2、 數(shù)控車床主要參數(shù)
機(jī)床:FT450;數(shù)控系統(tǒng):FANUC_ 0i _D;工作行程:x軸為450mm、Z軸為500mm,刀庫容量8把。
3、 FANUC_ 0i _D 數(shù)控系統(tǒng)輔助功能的應(yīng)用
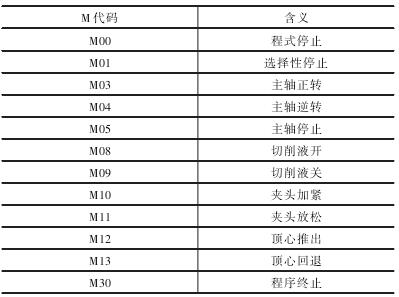
一個完整的數(shù)控加工程序由開始符、程序名、程序加工指令、結(jié)束符等組成。常用的指令有:G 功能(準(zhǔn)備功能)、M功能(輔助功能)、F功能(進(jìn)給功能)、S功能(主軸旋轉(zhuǎn)功能)、T功能(刀補(bǔ)功能)等指令。G功能(準(zhǔn)備功能):使機(jī)床和數(shù)控系統(tǒng)之間建立起某種加工方式的指令,分為模態(tài)代碼和非模態(tài)代碼。M 功能(輔助功能):控制機(jī)床及其輔助裝置的開、關(guān)功能的一種命令,如開、停冷卻泵;主軸正反轉(zhuǎn)、停轉(zhuǎn);程序結(jié)束;刀具的更換等功能。本文中 FT450 數(shù)控車床數(shù)控程序常用 G 功能、M功能的代碼及含義分別如表1、表2所示。
表1 常用G功能代碼及含義
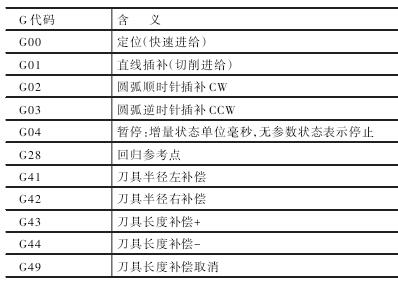
表2 常用M功能代碼及含義
4 、加工程序?qū)笾锰幚淼囊?/strong>
(1)NC程序自動換刀。
(2)每一程序結(jié)束后,機(jī)床主軸停轉(zhuǎn),冷卻關(guān)閉,Z方向回零,便于檢查工件加工質(zhì)量。
(3)在每一程序結(jié)尾處增加加工時間顯示,便于工時計算。
5 、應(yīng)用UG/Post Build開發(fā)FANUC系統(tǒng)數(shù)控車床后置處理
UG/Post Build 是 UG 提供的一個可視化的編制后置處理程序的工具,應(yīng)用非常方便,它有一個非常重要的優(yōu)點:所見即所得。它使用 UG 內(nèi)部刀軌數(shù)據(jù)作為輸入,經(jīng)后處理后直接將刀具軌跡轉(zhuǎn)換成機(jī)床能夠識別的NC代碼,不用再輸出CLS文件[1]。本文主要以FANUC數(shù)控系統(tǒng)為論述對象創(chuàng)建一個數(shù)控車床的后置處理程序,步驟如下:
(1)在電腦左下角點擊“開始”按鈕,在所有程序目錄下,打開 NX\Post Build 后置處理程序構(gòu)造器,如圖1所示。
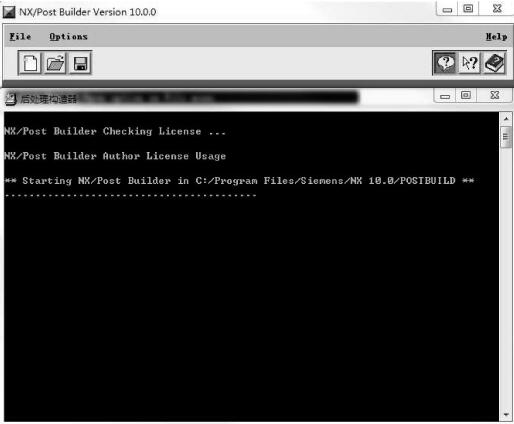
圖1 后置處理程序構(gòu)造器界面
(2)新建一個后處理。在新建后置處理“Creat New Post Processor”對話 框 中 ,Post Name 為 FANUC_ 0i _D,輸出單位“Post Output Unit”設(shè)置為米制,機(jī)床類型選擇 Lathe(車床),機(jī)床控制系統(tǒng)從Library中選擇FANUC,如圖2所示,控制系統(tǒng)的選擇非常重要,一定要正確選擇所用數(shù)控系統(tǒng)。

圖2 新建FANUC_ 0i _D后處理器
(3)單擊“Creat New Post Processor”對話框中的“OK”按鈕,進(jìn)入用戶編輯界面,在“Mchine Tool”屬性頁的左面結(jié)構(gòu)窗口中設(shè)置和FANUC數(shù)控系統(tǒng)相關(guān)的參數(shù)。設(shè)置完成后,點擊“Display Machine Tool”按鈕,系統(tǒng)顯示2-Axis Lathe數(shù)控車床簡圖,如圖3所示。
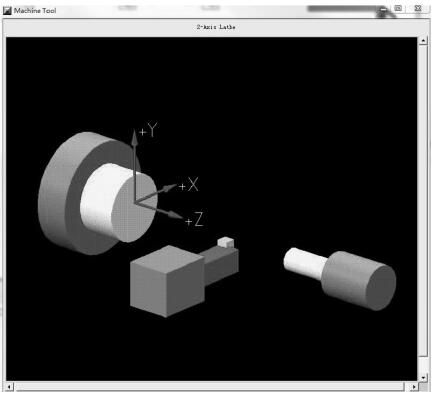
圖3 2-Axis Lathe數(shù)控車床簡圖
(4)機(jī)床參數(shù)設(shè)置。床自身的數(shù)據(jù)輸入機(jī)床參數(shù),如各軸的極限行程、最大進(jìn)給速率等,如圖4所示。
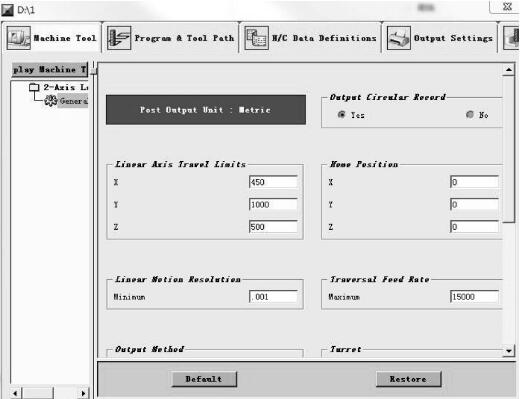
圖4 機(jī)床參數(shù)設(shè)置
(5)程序和刀軌參數(shù)設(shè)置。定義程序開始程序段:此處定義數(shù)控車程序開頭部分需要書寫的程序段。在 start of program 程序塊里輸入G40(取消刀具補(bǔ)償),否則會造成一定的安全隱患,M06實現(xiàn)自動換刀功能,創(chuàng)建過程如圖5所示。
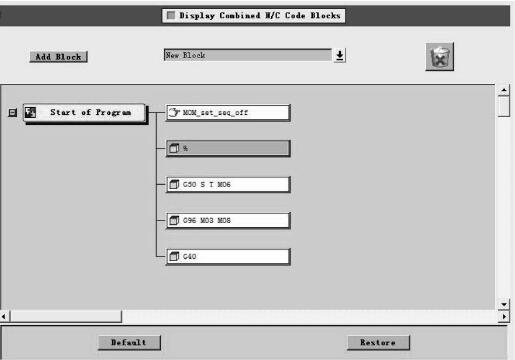
圖5 開始程序段的創(chuàng)建
(6)定義數(shù)控程序加工過程程序段。程序加工過程中常用到的直線插補(bǔ) G01,圓弧插補(bǔ)G02\G03等,不再贅述,如圖6所示。
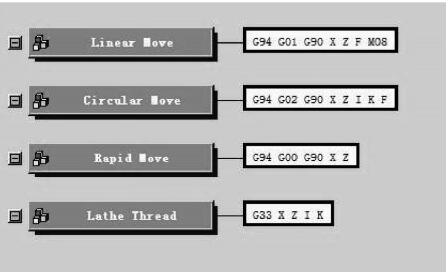
圖6 數(shù)控程序結(jié)束程序段
(7)定義數(shù)控程序結(jié)束程序段。其中包括取消刀具補(bǔ)償(M40),關(guān)閉切削液(M09),主軸停轉(zhuǎn)(M05),主軸 Z 方向回原點,以便檢查工件加工質(zhì)量,如圖7所示。
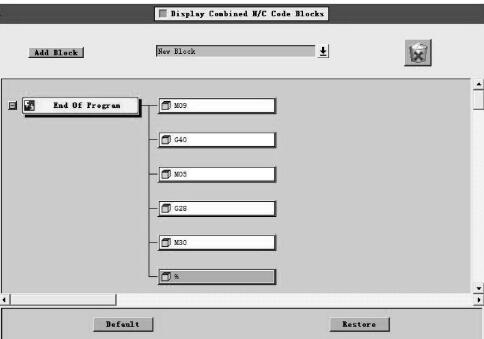
圖7 數(shù)控程序結(jié)束程序段
(8)在程序結(jié)尾處增加加工時間的顯示,以便工時計算。
點擊圖 7 中的下拉列表,選擇 Custom Command添加到%后面,彈出圖 8 所示對話框。在文本欄輸入Total_Time,對話框空白處填寫:
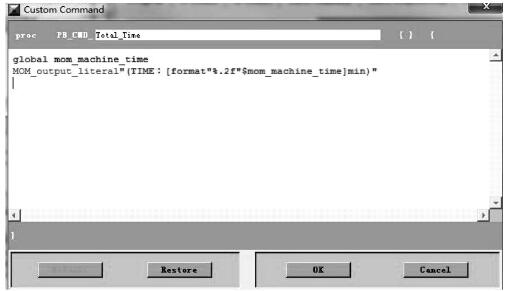
圖8 顯示加工時間程序段
(9)保存退出,在保存文件夾目錄下生成FANUC_0i _D_post.cdl,F(xiàn)ANUC_ 0i _D.pui,F(xiàn)ANUC_0i _D.tcl3個文件源代碼,圖9所示為生成的部分后置處理源代碼。
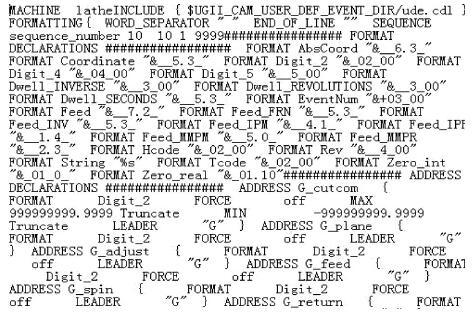
圖9 部分后置處理源代碼
(10)數(shù)控車后置處理程序與UG NX10.0的集成。為了在 UG/NX10.0 安裝程序中順利找到新創(chuàng)建的機(jī)床后置處理程序,便于加工程序的生成,必須把新生成的3個源文件 FANUC_ 0i _D_post.cdl,F(xiàn)ANUC_ 0i _D.pui,F(xiàn)ANUC_ 0i _D.tcl 集成安裝到Postprocessor文件夾內(nèi)才能生效。
6 、運用UG/NX10.0編寫程序進(jìn)行實驗驗證
應(yīng)用UG/Post Build開發(fā)FANUC數(shù)控系統(tǒng)數(shù)控車專用后置處理程序[1],對復(fù)雜外形回轉(zhuǎn)件加工刀軌文件進(jìn)行后置處理,輸出的數(shù)控加工程序應(yīng)用數(shù)控車進(jìn)行加工,驗證了該后置處理程序的正確性。加工某一零件時(見圖 10),采用單向輪廓切削加工方式,切削深度恒定,以避免突然變向或深度變化影響加工精度,其他的參數(shù)按常規(guī)參數(shù)設(shè)置,加工過程與仿真過程完全一致,沒有運動干涉,加工的零件經(jīng)過檢驗后其尺寸精度等滿足工程要求。
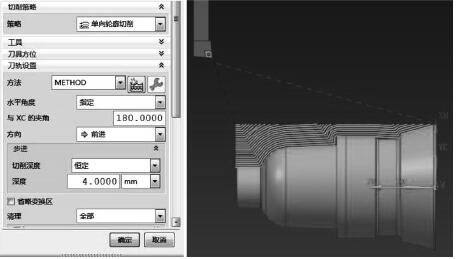
圖10 計算機(jī)演示加工效果
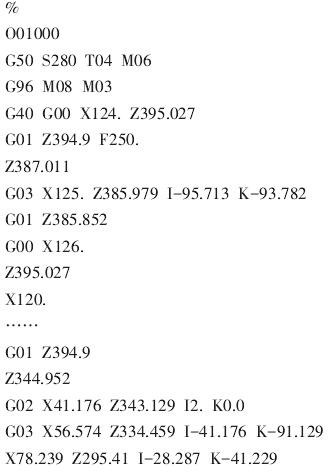
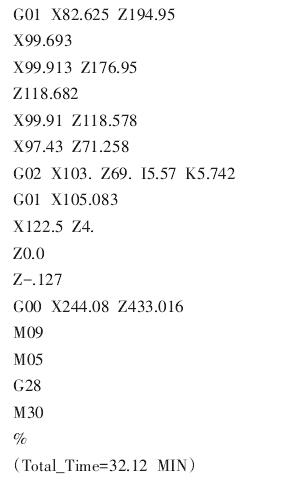
下面是該零件進(jìn)行后置處理后生成的部分程序代碼:
7 、結(jié)束語
應(yīng)用 UG/Post Build 開發(fā) FANUC_0i_D 數(shù)控系統(tǒng)后置處理程序所生成的數(shù)控代碼,無需生成 CLS 文件,可以直接生成用于數(shù)控車床的程序代碼,加工各種復(fù)雜回轉(zhuǎn)零部件,從而極大地提高數(shù)控車床的編程效率,同時,各個企業(yè)的數(shù)控系統(tǒng)及軟件版本各有不同,所開發(fā)的后處理并不能應(yīng)用于不同的機(jī)床,但對其它后處理的開發(fā)起到一定的借鑒作用。
投稿箱:
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
更多相關(guān)信息

業(yè)界視點
| 更多
查")
行業(yè)數(shù)據(jù)
| 更多
- 2025年5月 新能源汽車銷量情況
- 2025年5月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年5月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年5月 軸承出口情況
- 2025年5月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年5月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年4月 新能源汽車銷量情況
- 2025年4月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年4月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年4月 軸承出口情況
- 2025年4月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年4月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年1月 新能源汽車銷量情況
博文選萃
| 更多
- 機(jī)械加工過程圖示
- 判斷一臺加工中心精度的幾種辦法
- 中走絲線切割機(jī)床的發(fā)展趨勢
- 國產(chǎn)數(shù)控系統(tǒng)和數(shù)控機(jī)床何去何從?
- 中國的技術(shù)工人都去哪里了?
- 機(jī)械老板做了十多年,為何還是小作坊?
- 機(jī)械行業(yè)最新自殺性營銷,害人害己!不倒閉才
- 制造業(yè)大逃亡
- 智能時代,少談點智造,多談點制造
- 現(xiàn)實面前,國人沉默。制造業(yè)的騰飛,要從機(jī)床
- 一文搞懂?dāng)?shù)控車床加工刀具補(bǔ)償功能
- 車床鉆孔攻螺紋加工方法及工裝設(shè)計
- 傳統(tǒng)鉆削與螺旋銑孔加工工藝的區(qū)別