



車床刀架可靠性試驗關鍵技術研究
2019-11-20 來源:沈陽機床股份有限公司 作者:孔祥志 郭智春
引 言
數控刀架是數控車床的核心部件,其可靠性及精度穩定性是數控車床的重要技術指標,目前數控車床約1/4的故障源于數控刀架領域。可靠性是產品綜合性能反映的指標,反映了產品質量的優劣,我國國產數控刀架與國外產品相比,技術指標偏低、可靠性差、故障率高、精度保持性差,并直接影響國產數控車床整機產品的性能,影響車床的加工效率及加工精度,以及客戶滿意度,成為制約我國車床產品發展的瓶頸。研究數控刀架的可靠性及其試驗方法,找出影響數控刀架可靠性、精度保持性和性能穩定性的故障原因,分析薄弱環節,提出改進與控制措施,有利于提高我國國產數控刀架的可靠性,并促進數控車床行業的發展。
1、刀架可靠性試驗總體流程設計
1.1 實驗流程
圖1為數控刀架可靠性試驗的總體試驗流程設計:
1)刀架運車試驗主要檢測刀架的功能指標是否滿足設計要求,該階段故障不計入考核,但需要進行故障處理,并及時恢復正常工作狀態;
2)刀架技術指標檢測,該階段需要檢測刀架的定位精度、承載能力及剛度、轉位時間等技術參數;
3)加載試驗,該階段模擬刀架工作切削力進行試驗加載;
4)空轉試驗,進行各種換刀動作,模擬刀架換刀轉位,此階段不施加切削力。
1.2 故障記錄
表1為可靠性試驗故障記錄表。主要記錄刀架編號、試驗日期、試驗時間、操作、故障、工作循環周期等。
2、刀架功能檢測和技術指標檢測
2.1 刀架功能檢測
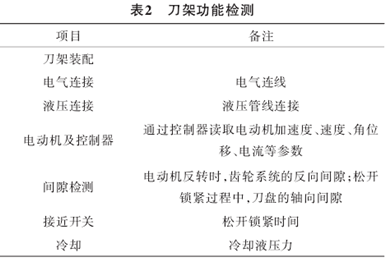
刀架主要的功能檢測指標如表2所示。
刀架裝配、電氣連接、液壓連接主要檢查是否按圖樣要求正確裝配,裝配出錯及由此帶來的故障不計入考核。通過控制器檢查電動機的正反轉、速度、加速度、角位移等參數。刀架轉位過程中,要保證驅動齒輪系的背向間隙在合理范圍內。刀架在鎖緊松開過程中,要保證軸向竄動間隙在合理范圍內。接近開關檢測刀架的鎖緊松開時間。刀架功能檢測還需要檢查刀架冷卻液管路是否正常工作,是否有漏水現象。
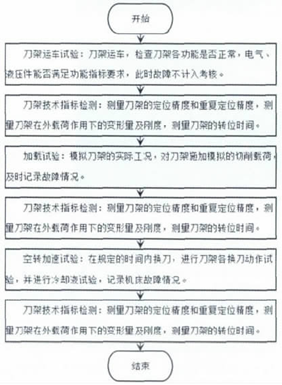
圖 1 數控刀架可靠性試驗總體流程
2.2 刀架技術指標檢測
刀架技術指標檢測主要包括:精度檢測、轉位時間檢測、承載能力檢測。技術指標要滿足國家標準要求及產品設計要求。技術指標檢測需在運車試驗、加載試驗、空載試驗完成后各檢一次。精度檢測需依據國家標準執行,轉位時間和承載能力按照不同刀架制造企業的設計要求進行檢測。
3、試驗方法
3.1 精度檢測
精度檢測要求依據國家標準GB/T 20960-2007, 數控臥式轉塔刀架進行。主要檢測項目有:G1(定心軸徑的徑向跳動);G2(軸肩支撐面的端面跳動);G3(軸肩支撐面對底面的垂直度);G4(重復定位精度);G5(工具孔軸線在工作位置的偏移);G6(工具孔軸線在工作位置的平行度);G7(刀槽在工作位置的偏移);G8(工具安裝面對基準的平行度);G9(工具安裝面在工作位置的偏移)。
3.2 轉位時間檢測
轉位時間通過驅動器讀取電動機參數檢測。如圖2為某實驗實測數據。按設計要求檢測單步(30°和45°)分度時間和任意角度分度時間。同時讀取命令位置、反饋位置、位置誤差、電動機轉速信息。
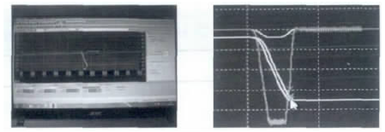
圖2 轉位時間檢測
3.3 承載能力檢測
如圖3為刀架承載能力檢測試驗臺模型、檢測原理、檢測實例的示意圖。載荷通過液壓千斤頂施加,并通過指示表讀取載荷大小,變形量通過千分表讀取。
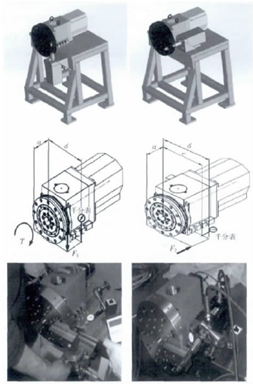
圖3 承載能力檢測
按照刀架設計要求,需要檢測刀架的切向承載能力(圖3左列)和徑向承載能力(圖3右列)。徑向載荷要分別考慮徑向壓載荷和徑向拉載荷下的刀架承載能力和剛度。
4、結 論
設計了刀架可靠性試驗的總體試驗流程以及故障記錄表。提出了刀架電氣、液壓、驅動器、間隙、接近開關、冷卻系統功能檢測的檢測要求,分析了精度、轉位時間、承載能力技術指標檢測的檢測方法。給出精度、轉位時間、承載能力檢測的試驗要求和試驗方法。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

