



淺談車削螺紋時常見產(chǎn)生廢品的原因及預防措施
2019-6-12 來源: 遼寧軌道交通職業(yè)學院 作者:高志全 趙玉岐
摘 要:對車削螺紋加工中產(chǎn)生廢品的常見的幾種現(xiàn)象和原因進行了分析,并提出了針對性的預防措施。
在機械制造業(yè)中,許多零件都有螺紋。螺紋既可用于連接、緊固,又可用來傳遞動力或改變運動形式,因此應用十分廣泛。螺紋是在圓柱工件表面上沿著螺旋線所形成的具有相同剖面的連續(xù)凸起和溝槽。螺紋的種類很多,如三角螺紋、梯形螺紋、矩形螺紋等。無論車削哪一種螺紋,車床主軸與刀具之間都必須保持嚴格的運動關(guān)系,即主軸每轉(zhuǎn)一轉(zhuǎn),刀具都應均勻地移動一個導程的距離。螺紋車削的工作原理是,主軸既帶動工件轉(zhuǎn)動,又將動力通過掛輪箱傳遞給進給箱,再由進給箱傳遞給絲杠,通過閉合溜板箱上的開合螺母,使刀架上的刀具作勻速直線移動,從而保證工件與刀具之間的運動關(guān)系。在實際加工螺紋時,由于各種原因,導致螺紋車削時產(chǎn)生故障,造成螺紋工件產(chǎn)生廢品及刀具的損壞。本文對車削螺紋時常見廢品的原因及預防措施進行介紹。
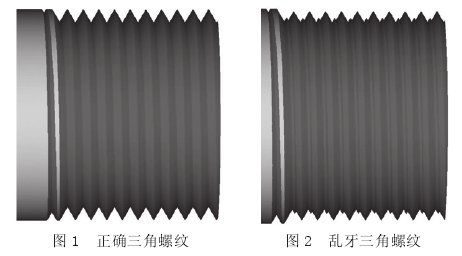
1、 亂牙
亂牙是指當工件轉(zhuǎn)動一周時刀具沒有移動相應的導程,或刀具后有刀的加工軌跡與上一刀的加工軌跡未重合。產(chǎn)生亂牙主要有以下三種原因:
(1)當車床絲杠螺距與工件螺距的比值不成整數(shù),采用開啟、閉合開合螺母的方法車削螺紋時,會產(chǎn)生亂牙。
(2)在車削螺紋過程中,更換磨損或損壞的刀具后,未對新刀具對刀就直接車削,也會產(chǎn)生亂牙。
(3)在車削螺紋過程中,工件旋轉(zhuǎn)正常而刀具的移動突然停止,將直接導致工件亂牙甚至刀具的損毀。這種情況一般出現(xiàn)在加工工件的導程較大時,由于切削力較大,造成掛輪箱內(nèi)的齒輪松脫,導致主軸的動力無法通過掛輪箱傳遞給絲杠。
預防措施:
(1)當車床絲杠螺距與工件螺距比值不成整數(shù)時,不能采用開啟、閉合開合螺母的方法進行加工,而應采用倒、順車的加工方法進行加工。
(2)在車削螺紋時,如需中途更換刀具,更換后的刀具必須經(jīng)過重新對刀后方可進行車削。
(3)工作前,應做好機床的維護和保養(yǎng),仔細檢查機床的各部件確保完好后,再開始操作機床。
2、螺距不正確
(1)螺距全程不正確。操作者工作馬虎,未按圖紙標注螺距要求來調(diào)整進給箱各手柄或未按要求變換交換齒輪齒數(shù),導致工件螺距與圖紙標注螺距不符。
(2)螺距局部不正確。在高速車削螺紋時,由于溜板箱上手輪手柄在運動時產(chǎn)生的慣性造成螺紋局部螺距不正確。
預防措施:
(1)操作者在工作時集中精力,按圖紙要求來調(diào)整進給箱上的手柄位置,可以避免這種錯誤的產(chǎn)生。
(2)在高速車削螺紋時,在溜板箱手輪上作相應的配重或暫時取下手輪,可以解決螺距局部不正確的問題。
3、螺紋牙型不正確
(1)螺紋車刀刀尖角刃磨不正確,或未對帶前角的刀尖角修正。
(2)螺紋車刀裝夾不正確,刀尖角的角分線未與軸線垂直,產(chǎn)生半角誤差。
預防措施:
(1)在刃磨螺紋車刀時,用螺紋角度樣板仔細校對,前角不應過大并應對前角進行修正,確保螺紋牙型角的正確。
(2)安裝螺紋車刀時,使用螺紋樣板進行校對,確保牙型角的角分線垂直工件的軸線
4、 啃刀
(1)刀具安裝不當造成啃刀。在車削螺紋時,由于刀具安裝的過高,隨著切削深度的不斷增加,車刀的主后面與工件產(chǎn)生干涉,甚至把工件頂彎造成啃刀;當?shù)毒甙惭b低于軸線時,由于切削時產(chǎn)生的徑向力,再加上中溜板絲杠、絲母的間隙,導致吃刀深度不斷加深,從而產(chǎn)生啃刀。
(2)螺紋車刀角度刃磨不合理,車削螺紋時與工件產(chǎn)生干涉造成啃刀。
預防措施:
(1)在安裝螺紋車刀時,既要保證牙型角正確,又要保證螺紋車刀的刀尖與機床的軸線等高。
(2)在刃磨螺紋車刀時,尤其在刃磨螺紋車刀的兩個副后角時,必須考慮螺紋升角。正確的刃磨角度為:順著走刀方向的副后角為(3 ~ 5°)+螺紋升角;另一側(cè)副后角的角度為(3 ~ 5°)-螺紋升角。
5、螺紋表面粗糙度不符合要求
(1)切削速度選擇過高,切削時產(chǎn)生振動。
(2)切削速度選擇不當,刀具產(chǎn)生積削瘤。
(3)背吃刀量選擇不當,未留精車余量。
(4)車刀兩副后角刃磨不合理,與工件產(chǎn)生干涉。
預防措施:
(1)合理選擇切削速度,避免使用產(chǎn)生積削瘤的切削速度范圍。
(2)合理選擇背吃刀量,預留一定的精車余量。
(3)刃磨兩側(cè)副后角時,嚴格按螺旋升角值增、減磨出。
6、結(jié)語
車削螺紋時產(chǎn)生廢品的原因有很多,既有設(shè)備的原因,也有操作者的技術(shù)水平和加工方法的因素,要具體情況具體分析。在加工前,全面考慮可能產(chǎn)生廢品的因素,可有效減少甚至避免廢品的產(chǎn)生,既可節(jié)約資源,又能增加效益。
投稿箱:
如果您有機床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
更多相關(guān)信息

業(yè)界視點
| 更多
查")
行業(yè)數(shù)據(jù)
| 更多
- 2025年4月 新能源汽車銷量情況
- 2025年4月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年4月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年4月 軸承出口情況
- 2025年4月 分地區(qū)金屬切削機床產(chǎn)量數(shù)據(jù)
- 2025年4月 金屬切削機床產(chǎn)量數(shù)據(jù)
- 2025年1月 新能源汽車銷量情況
- 2024年12月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2024年12月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2024年12月 軸承出口情況
- 2024年12月 分地區(qū)金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年12月 金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年11月 金屬切削機床產(chǎn)量數(shù)據(jù)